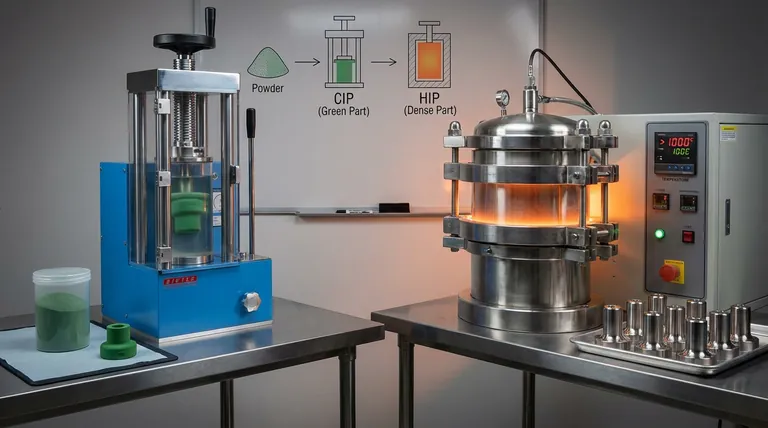
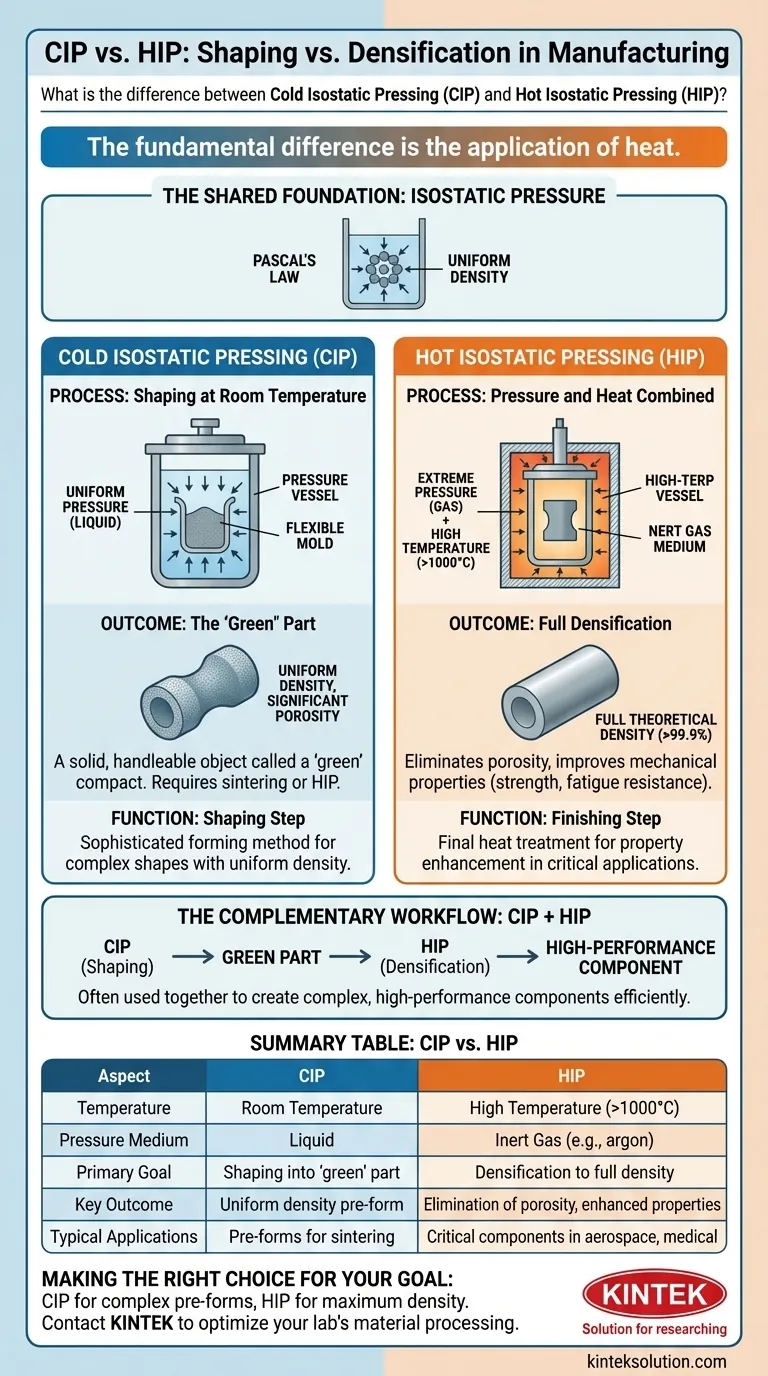
The fundamental difference between Cold Isostatic Pressing (CIP) and Hot Isostatic Pressing (HIP) is the application of heat. CIP uses uniform pressure at room temperature to compact powder into a solid shape, known as a "green" part. In contrast, HIP applies both extreme pressure and high temperatures simultaneously to eliminate internal porosity and create a fully dense, high-performance component.
Choosing between these methods is not just about temperature; it's a strategic decision about the manufacturing stage. CIP is primarily a shaping process used to create a uniform intermediate part, while HIP is a densification process used to achieve final material properties.
The Shared Foundation: Isostatic Pressure
What is Isostatic Pressing?
All isostatic pressing is based on Pascal's Law, which states that pressure applied to an enclosed fluid is transmitted uniformly in all directions.
In manufacturing, this means placing a component, typically made from powder, inside a pressure vessel. A fluid medium then applies equal pressure from all sides, ensuring highly uniform compaction.
The Goal: Uniform Density
Unlike uniaxial pressing (pressing from one or two directions), which can create density variations, isostatic pressing minimizes these differences. This uniformity is critical for preventing warping or cracking in subsequent heating stages and for achieving predictable final properties.
A Closer Look at Cold Isostatic Pressing (CIP)
The Process: Shaping at Room Temperature
In CIP, a powdered material is sealed in a flexible, elastomeric mold made of rubber, urethane, or PVC. This sealed mold is then submerged in a liquid-filled pressure vessel.
The vessel is pressurized, typically at room temperature, causing the liquid to compress the mold evenly. This compacts the powder into a solid object that holds the shape of the mold.
The Outcome: The "Green" Part
The result of CIP is not a finished component. It is a solid, handleable object called a "green" compact.
This green part is uniformly dense but still contains a significant amount of porosity. It has the desired shape but lacks the final strength and properties, requiring a subsequent high-temperature process like sintering or HIP to become fully dense.
A Closer Look at Hot Isostatic Pressing (HIP)
The Process: Pressure and Heat Combined
HIP takes place in a high-temperature furnace that is also a pressure vessel. Instead of a liquid, the pressure medium is a high-pressure inert gas, such as argon.
Components are heated to extreme temperatures, often over 1000°C, softening the material. Simultaneously, immense gas pressure is applied, collapsing any internal voids or pores within the material.
The Outcome: Full Densification
The purpose of HIP is to achieve full theoretical density, often greater than 99.9%. By eliminating internal porosity, the process drastically improves mechanical properties like strength, fatigue resistance, and durability.
HIP is used on parts that have already been formed, such as green parts from CIP, pre-sintered components, or even metal castings, to heal internal defects and maximize performance.
Understanding the Trade-offs and Relationship
CIP is a Shaping Step
Think of CIP as a sophisticated forming method. Its primary advantage is producing complex shapes with highly uniform density before any heat is applied. This makes it an ideal preparatory step for creating high-quality pre-forms.
HIP is a Finishing Step
Think of HIP as a final heat treatment that perfects the material's internal structure. Its value lies in property enhancement, not in initial shaping. It is the go-to process for critical applications where material failure is not an option, such as in aerospace or medical implants.
The Complementary Workflow: CIP + HIP
CIP and HIP are not always mutually exclusive choices; they often work together in a powerful sequence. A manufacturer can use CIP to create a complex green part and then use HIP to consolidate that part to full density. This two-step process leverages the strengths of both methods to create complex, high-performance components efficiently.
Making the Right Choice for Your Goal
Selecting the correct process requires a clear understanding of your component's end-use requirements.
- If your primary focus is creating a complex pre-form with uniform density for subsequent sintering: CIP is the most effective and economical choice.
- If your primary focus is achieving maximum density and superior mechanical properties in a finished part: HIP is the necessary process for eliminating porosity and maximizing performance.
- If your primary focus is manufacturing a complex part for a mission-critical application: The combination of using CIP for shaping followed by HIP for densification is often the optimal path.
Understanding this distinction transforms your choice from a simple temperature preference into a strategic decision about your component's entire manufacturing lifecycle.
Summary Table:
| Aspect | Cold Isostatic Pressing (CIP) | Hot Isostatic Pressing (HIP) |
|---|---|---|
| Temperature | Room temperature | High temperature (e.g., >1000°C) |
| Pressure Medium | Liquid | Inert gas (e.g., argon) |
| Primary Goal | Shaping into 'green' part | Densification to full density |
| Key Outcome | Uniform density pre-form | Elimination of porosity, enhanced properties |
| Typical Applications | Pre-forms for sintering | Critical components in aerospace, medical |
Ready to optimize your lab's material processing? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the needs of laboratories for shaping and densifying materials with precision and efficiency. Whether you're working with CIP for uniform pre-forms or HIP for high-performance components, our solutions can enhance your workflow and results. Contact us today to discuss how we can support your specific requirements and drive your innovations forward!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
















