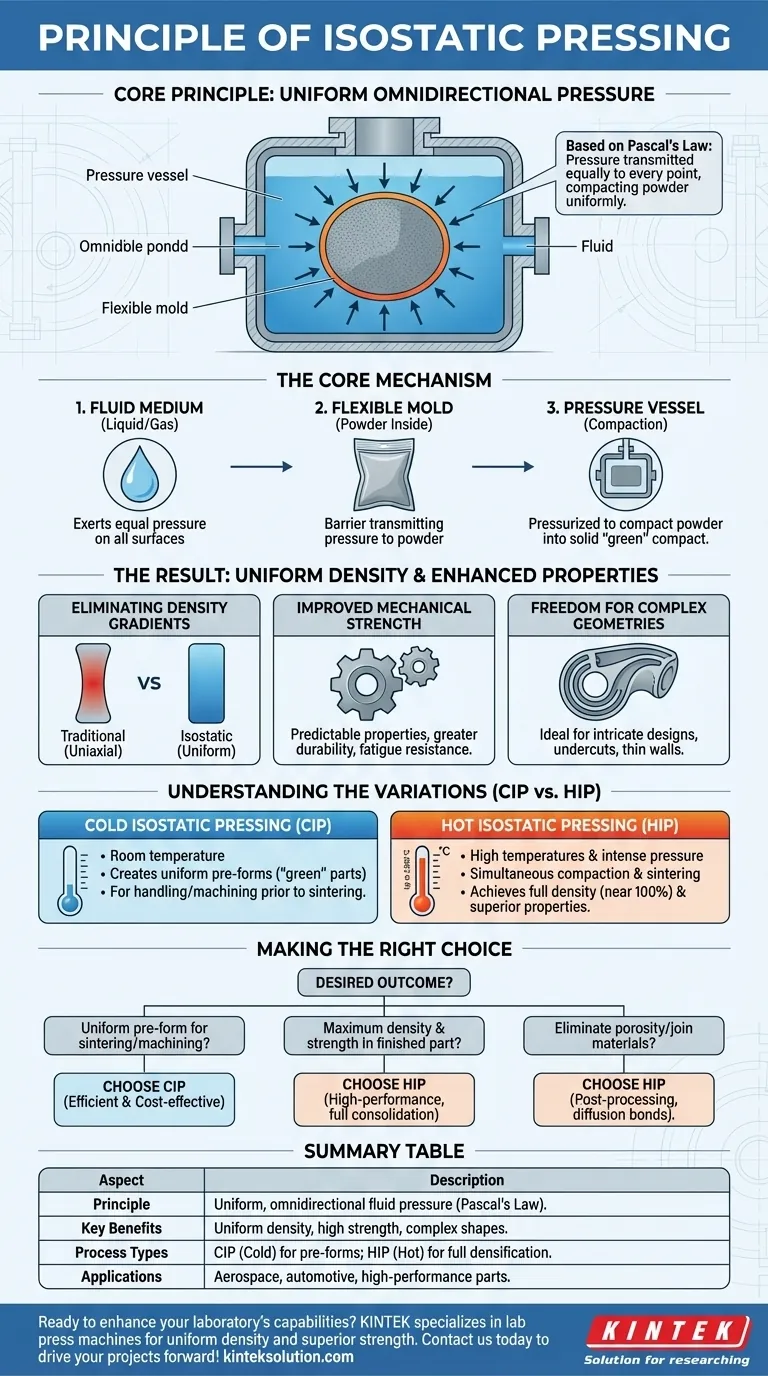
At its core, the principle of isostatic pressing is the application of uniform, omnidirectional pressure to a powdered material. This is achieved by submerging a powder-filled, flexible mold into a fluid (either a liquid or a gas) and then pressurizing that fluid. Based on Pascal's Law, the pressure is transmitted equally to every point on the mold's surface, uniformly compacting the powder inside.
The fundamental advantage of isostatic pressing is its ability to overcome the limitations of traditional, single-axis compaction. By applying pressure evenly from all directions, it produces components with highly uniform density and strength, regardless of their geometric complexity.

The Core Mechanism: How Fluid Pressure Achieves Uniformity
Isostatic pressing transforms loose powder into a solid, dense object by systematically eliminating the air pockets between particles. The process relies on a few key components working in concert.
The Role of the Fluid Medium
The process uses a fluid—typically water, oil, or an inert gas like argon—as the pressure-transmitting medium. Unlike a solid punch in a rigid die, a fluid exerts equal pressure on all surfaces it contacts. This ensures that the compressive force on the part is perfectly balanced from every direction.
The Flexible Mold
The powdered material is first placed into a sealed, flexible container or mold, often made of rubber or a similar polymer. This mold defines the shape of the final part and, crucially, acts as a barrier that allows the external fluid pressure to be transmitted to the powder without contamination.
The Pressure Vessel
The sealed mold is then placed inside a high-strength pressure vessel. Once the vessel is sealed, the fluid is pumped in and pressurized, applying uniform compressive force to the mold and compacting the powder within it into a solid "green" compact.
The Result: Uniform Density and Enhanced Properties
The uniform pressure distribution is not just a technical detail; it is the source of the method's primary benefits, leading to materials with superior and more predictable characteristics.
Eliminating Density Gradients
In traditional uniaxial pressing, where pressure is applied from one or two directions, friction between the powder and the die walls prevents even compaction. This results in density gradients, where the part is denser near the punch and less dense in the middle. Isostatic pressing eliminates this issue entirely, creating a homogenous internal structure.
Improved Mechanical Strength
A uniform density directly translates to more predictable and reliable mechanical properties. With no internal weak spots or voids, the finished component exhibits greater strength, durability, and fatigue resistance across its entire structure. This allows for the design of lighter components that do not sacrifice performance, a critical advantage in the aerospace and automotive industries.
Freedom for Complex Geometries
Because the pressure conforms to any shape, isostatic pressing is ideal for producing parts with intricate designs, undercuts, or thin walls. Traditional pressing methods would struggle to fill and compact such geometries evenly, but the fluid pressure ensures every feature is perfectly formed and densified.
Understanding the Variations and Trade-offs
Isostatic pressing is not a single process but a family of techniques, each suited for different applications. The primary distinction is the temperature at which the process is performed.
Cold Isostatic Pressing (CIP)
CIP is performed at or near room temperature. Its main purpose is to compact powder into a "green" part with enough strength for safe handling, green-machining, or transfer to a subsequent sintering furnace. It is an effective way to create a uniform pre-form for further processing.
Hot Isostatic Pressing (HIP)
HIP combines intense pressure with high temperatures (up to 2,000°C). The powder is typically sealed in a metal container that deforms and consolidates with the material. This process performs compaction and sintering simultaneously, capable of producing a fully dense part (approaching 100% of theoretical density) with superior mechanical properties in a single step.
Process Limitations
While powerful, this technology has trade-offs. The cycle times for isostatic pressing can be significantly longer than for conventional die compaction. The flexible molds have a finite lifespan and represent an ongoing tooling cost. Furthermore, HIP is an energy-intensive and expensive process reserved for high-performance applications where material integrity is non-negotiable.
Making the Right Choice for Your Goal
Selecting the correct isostatic process depends entirely on the desired properties of the final component and your manufacturing workflow.
- If your primary focus is creating a uniform pre-form for later sintering or machining: Cold Isostatic Pressing (CIP) is the most efficient and cost-effective method.
- If your primary focus is achieving maximum possible density and mechanical strength in a finished part: Hot Isostatic Pressing (HIP) is the necessary choice for consolidating the material in a single, high-performance step.
- If your primary focus is eliminating porosity in cast parts or joining dissimilar materials: Hot Isostatic Pressing (HIP) is also used as a post-processing step to heal internal defects and create strong diffusion bonds.
By leveraging the principle of uniform pressure, you can select the precise manufacturing method to achieve unparalleled material integrity and performance.
Summary Table:
| Aspect | Description |
|---|---|
| Principle | Applies uniform, omnidirectional pressure using fluid and flexible molds based on Pascal's Law. |
| Key Benefits | Eliminates density gradients, improves mechanical strength, and allows for complex geometries. |
| Process Types | Cold Isostatic Pressing (CIP) for pre-forms; Hot Isostatic Pressing (HIP) for full densification. |
| Applications | Aerospace, automotive, and high-performance components requiring superior material integrity. |
Ready to enhance your laboratory's capabilities with precise isostatic pressing? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to deliver uniform density and superior strength for complex parts. Whether you're in research or production, our solutions ensure reliable performance and efficiency. Contact us today to discuss how we can support your specific needs and drive your projects forward!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
People Also Ask
- What is the function of hydraulic pressure in warm isostatic pressing? Achieve Uniform Material Density
- What is the mechanism of a Warm Isostatic Press (WIP) on cheese? Master Cold Pasteurization for Superior Safety
- What is the role of the flexible material in warm isostatic pressing? Key to Uniform Density & Precision
- What is the function of elastic molds in warm isostatic pressing? Achieve Uniform Density in Composite Particles
- What is the process involved in warm isostatic pressing? Mastering Uniform Density with WIP Technology



















