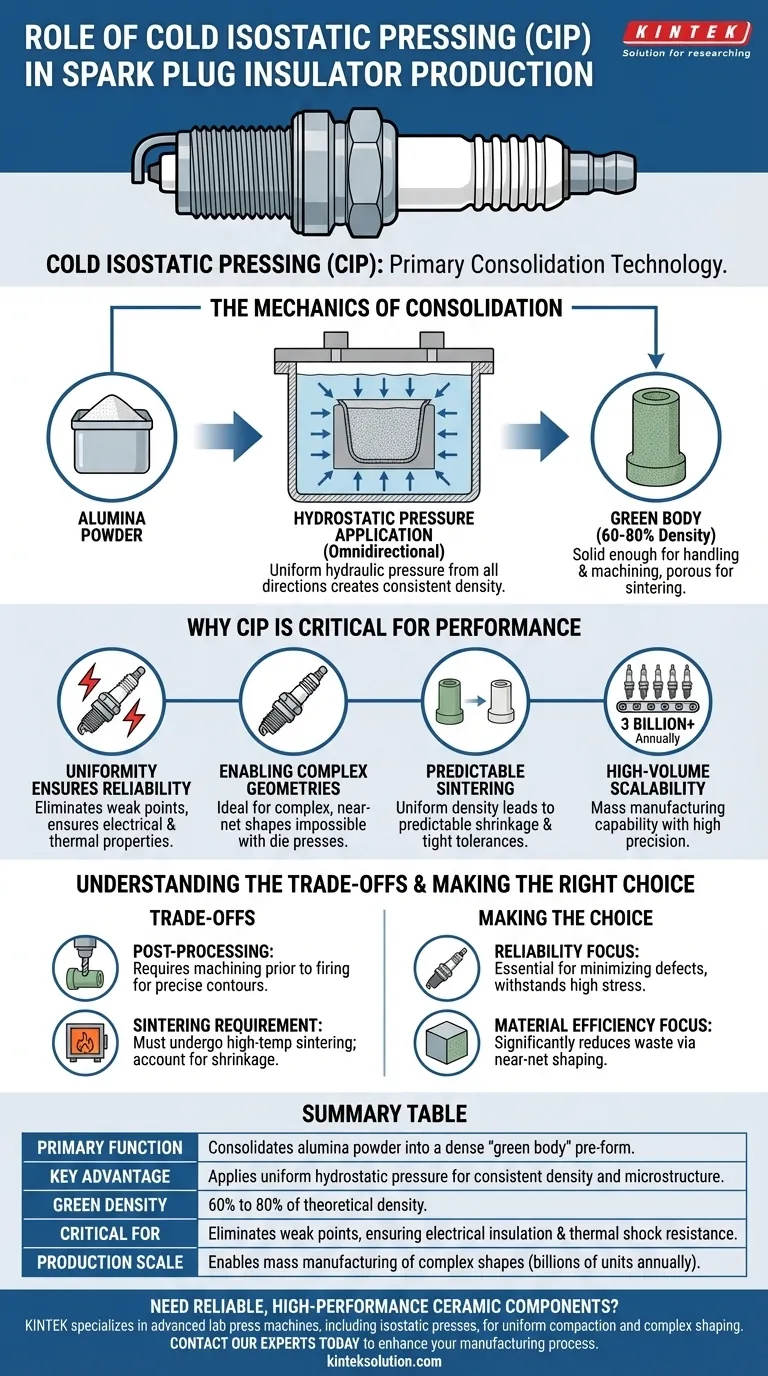
Cold Isostatic Pressing (CIP) serves as the primary consolidation technology for transforming loose alumina powder into the dense, complex-shaped pre-forms required for spark plug insulators. It applies uniform hydraulic pressure from all directions to create a "green body" with consistent density, which is subsequently machined and sintered to achieve the final ceramic hardness required for engine performance.
The Core Insight CIP is the industry standard for spark plug manufacturing not merely because it shapes the part, but because it ensures uniform microstructure throughout the ceramic. Without the omnidirectional pressure CIP provides, insulators would likely develop density gradients, leading to electrical failure or cracking under the high voltage and thermal stress of an internal combustion engine.

The Mechanics of Consolidation
Compacting Alumina Powder
The process begins with high-purity alumina powders. CIP is a powder-compacting method that consolidates these powders into a solid mass known as a green body.
Hydrostatic Pressure Application
Unlike mechanical pressing which pushes from top to bottom, CIP immerses the material in a high-pressure fluid medium. This applies hydraulic pressure equally from all sides, ensuring the powder is compressed uniformly regardless of the part's geometry.
Achieving Green Density
The resulting green body achieves 60% to 80% of its theoretical density. At this stage, the component is solid enough to be handled and machined but remains porous enough to undergo the necessary shrinkage during the final firing (sintering) process.
Why CIP is Critical for Spark Plug Performance
Uniformity Ensures Reliability
Spark plugs must transfer high-voltage electricity without arcing through the insulator. CIP creates a uniform density and microstructure that eliminates weak points, ensuring excellent electrical and thermal properties.
Enabling Complex Geometries
Spark plug insulators have intricate shapes, often featuring ribs and varying diameters to prevent flashover. CIP is ideal for creating these complex, near-net shapes that would be impossible or impractical to form using uniaxial die presses.
Predictable Sintering
Because the density is uniform throughout the green body, the shrinkage during sintering is predictable. This allows manufacturers to adhere to tight dimensional tolerances, creating parts that fit perfectly into the metal spark plug shells.
High-Volume Scalability
Despite being a high-precision process, CIP is adapted for mass manufacturing. Approximately 3 billion spark plug insulators are produced annually using this method, proving its capability to combine quality with extreme production volume.
Understanding the Trade-offs
The Necessity of Post-Processing
CIP rarely produces a finished surface immediately. The process yields a green body that typically requires machining prior to firing to achieve the final, precise threads and contours required for the engine interface.
The Sintering Requirement
CIP is a forming process, not a finishing process. The parts must still undergo high-temperature sintering to achieve full ceramic strength. Manufacturers must account for the shrinkage factor (derived from the 60-80% initial density) when designing the initial molds.
Making the Right Choice for Your Goal
CIP is the dominant choice for high-performance ceramics, but understanding your specific constraints is vital.
- If your primary focus is Component Reliability: CIP is essential because it minimizes mechanical scatter and internal defects, ensuring the ceramic can withstand high voltage and thermal shock.
- If your primary focus is Material Efficiency: CIP significantly reduces waste compared to machining from solid blocks, as it forms the part close to its final shape (near-net shaping).
Summary: For spark plug insulators, Cold Isostatic Pressing is the non-negotiable standard for bridging the gap between raw alumina powder and a component capable of surviving the extreme environment of an internal combustion engine.
Summary Table:
| Key Aspect | Role of CIP in Spark Plug Insulator Production |
|---|---|
| Primary Function | Consolidates alumina powder into a dense "green body" pre-form |
| Key Advantage | Applies uniform hydrostatic pressure for consistent density and microstructure |
| Green Density Achieved | 60% to 80% of theoretical density |
| Critical for Performance | Eliminates weak points, ensuring electrical insulation and thermal shock resistance |
| Production Scale | Enables mass manufacturing of complex, near-net shapes (billions of units annually) |
Need to produce reliable, high-performance ceramic components like spark plug insulators? KINTEK specializes in advanced lab press machines, including isostatic presses, designed to deliver the uniform compaction and complex shaping your laboratory or production line requires. Our expertise ensures your materials achieve the consistent density and microstructure critical for success. Contact our experts today to discuss how our solutions can enhance your ceramic manufacturing process.
Visual Guide
Related Products
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Electric Lab Cold Isostatic Press CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- Why are high pressurization rates important in automated CIP systems? Achieve Superior Material Density
- For what types of materials and applications are automated CIP systems particularly beneficial? Unlock Purity and Complex Shapes
- How does a Cold Isostatic Press (CIP) increase Bi-2223/Ag current density? Boost Superconductivity with Uniform Pressure
- What are the process advantages of using Cold Isostatic Pressing (CIP) for LSMO? Achieve Defect-Free Density
- Why is Cold Isostatic Pressing (CIP) applied after uniaxial pressing? Optimize Superconductor Precursor Density










