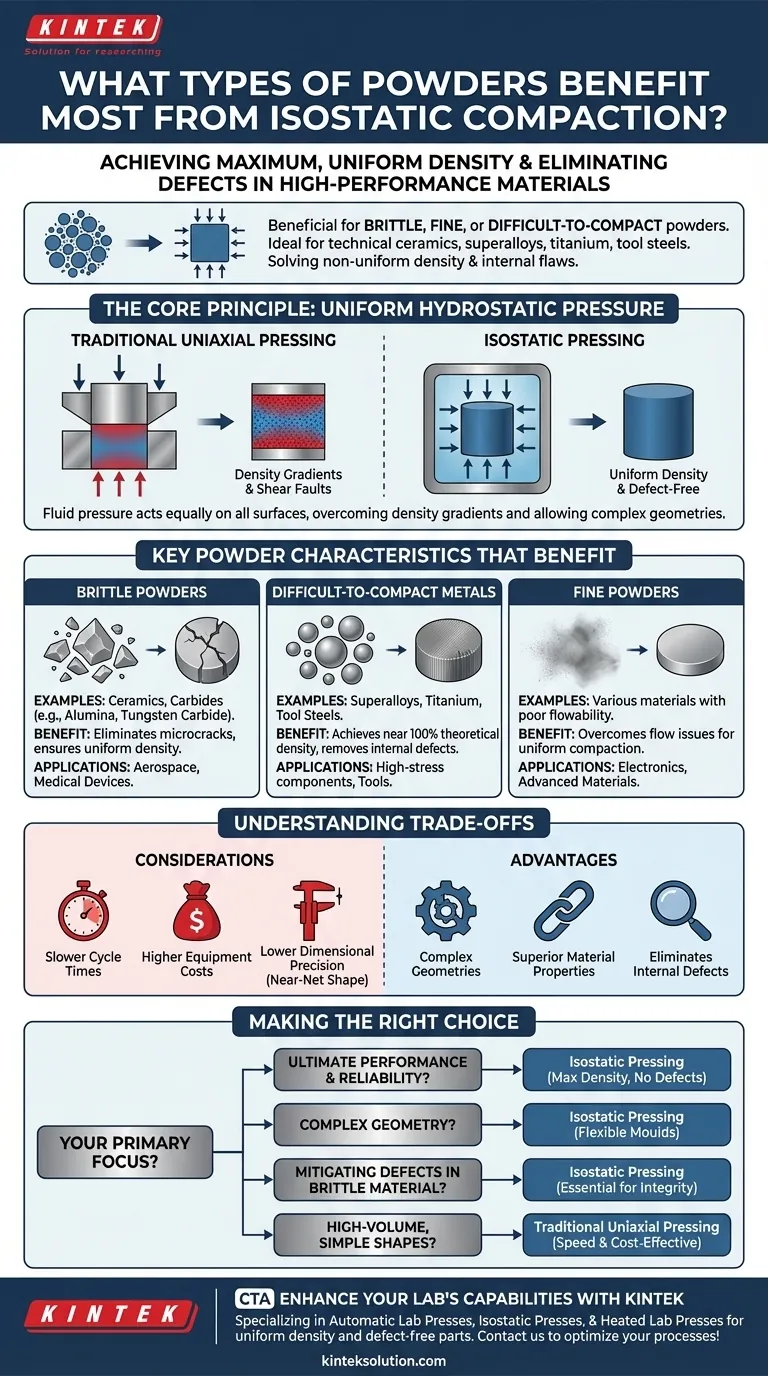
In short, isostatic compaction is most beneficial for powders that are brittle, fine, or inherently difficult to compact using traditional methods. This includes high-performance materials like technical ceramics, superalloys, titanium, and tool steels, where achieving maximum, uniform density and eliminating internal defects is critical for the final component's integrity.
The true value of isostatic compaction is not just its compatibility with certain materials, but its ability to solve the fundamental problems of non-uniform density and internal flaws that plague conventional pressing, especially for high-value or complex parts.

The Core Principle: Why Uniform Pressure Is a Game-Changer
To understand which powders benefit, you must first understand the core advantage of isostatic pressing: the application of uniform, hydrostatic pressure. This is fundamentally different from traditional uniaxial pressing, where pressure is applied from only one or two directions.
Overcoming Density Gradients
In conventional die pressing, friction between the powder and the die walls prevents pressure from being transmitted evenly throughout the compact. This creates significant density gradients, where the areas closest to the punch are much denser than the center or bottom of the part. Isostatic pressure, applied by a fluid, acts equally on all surfaces, eliminating this friction effect and producing a highly uniform density.
Eliminating Internal Defects
The non-uniform stresses in uniaxial pressing can cause shear faults, leading to internal defects like laminations and cracks. This is especially problematic for brittle materials that cannot deform to relieve these stresses. Isostatic pressing's uniform compression compacts the powder without introducing these destructive shear forces.
Enabling Complex Geometries
Because the pressure is applied by a fluid, it can conform to any shape. This allows for the compaction of complex parts with undercuts, curves, or varying thicknesses—geometries that are physically impossible to produce with rigid, uniaxial dies.
Key Powder Characteristics That Benefit Most
This uniform pressure principle makes isostatic compaction uniquely suited for specific categories of powders.
Brittle Powders (e.g., Ceramics, Carbides)
Brittle materials like alumina, silicon carbide, or tungsten carbide do not deform plastically. When subjected to the uneven forces of uniaxial pressing, they are highly prone to developing microcracks that compromise the strength of the final sintered part. Isostatic compaction is the preferred method because it consolidates the powder without creating these critical flaws.
Difficult-to-Compact Metals (e.g., Superalloys, Titanium)
High-strength and expensive powders like titanium, superalloys, tool steels, and stainless steels require immense pressure to consolidate effectively. More importantly, their end-use in aerospace or medical applications demands near-perfect material integrity. Isostatic pressing ensures they reach near 100% theoretical density, free from the voids and defects that would be points of failure under extreme service conditions.
Fine Powders
Very fine powders often exhibit poor flowability and high inter-particle friction. This makes it difficult to fill a die cavity uniformly, leading to density variations before pressing even begins. Isostatic compaction consolidates the powder in place, overcoming these flow issues to achieve a uniform green state.
Understanding the Trade-offs
While powerful, isostatic compaction is not a universal solution. Understanding its limitations is key to making an informed decision.
Slower Cycle Times
Isostatic pressing, particularly Hot Isostatic Pressing (HIP), is a batch process with significantly longer cycle times compared to the rapid, continuous nature of automated uniaxial pressing. This makes it less suitable for high-volume, low-cost commodity parts.
Higher Equipment and Tooling Costs
The high-pressure vessels and control systems for isostatic pressing represent a major capital investment. Furthermore, the flexible molds used in Cold Isostatic Pressing (CIP) have a finite lifespan and are more complex to handle than simple steel dies.
Dimensional Precision
While good, the dimensional tolerance of an as-pressed isostatic part is generally lower than what can be achieved with rigid die compaction. It is best considered a "near-net shape" process, often requiring a final machining step to meet tight engineering specifications.
Making the Right Choice for Your Application
Your choice of compaction method should be driven by the material's properties and the final component's performance requirements.
- If your primary focus is ultimate performance and reliability: For critical components made from superalloys, titanium, or technical ceramics, isostatic pressing is the superior method for achieving maximum density and eliminating defects.
- If your primary focus is manufacturing a complex geometry: Isostatic pressing is often the only viable powder compaction method for parts with intricate shapes that cannot be ejected from a rigid die.
- If your primary focus is mitigating defects in a brittle material: For any ceramic or carbide part where internal integrity is paramount, isostatic pressing is essential to avoid catastrophic failure.
- If your primary focus is high-volume production of simple shapes: For less demanding applications, the speed and cost-effectiveness of traditional uniaxial pressing remain the more economical choice.
Ultimately, you should choose the process that best meets the unique engineering and economic demands of your specific component.
Summary Table:
| Powder Type | Key Benefits | Common Applications |
|---|---|---|
| Brittle Powders (e.g., Ceramics, Carbides) | Eliminates microcracks, ensures uniform density | Aerospace, medical devices |
| Difficult-to-Compact Metals (e.g., Superalloys, Titanium) | Achieves near 100% density, removes internal defects | High-stress components, tools |
| Fine Powders | Overcomes flow issues, provides uniform compaction | Electronics, advanced materials |
Ready to enhance your lab's capabilities with reliable powder compaction? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to deliver uniform density and defect-free parts for materials like ceramics, superalloys, and fine powders. Contact us today via our contact form to discuss how our solutions can optimize your processes and improve product performance!
Visual Guide
Related Products
- Lab Isostatic Pressing Molds for Isostatic Molding
- Lab Round Bidirectional Press Mold
- Lab Polygon Press Mold
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
People Also Ask
- Why is Isostatic Pressing Required After Uniaxial Pressing? Achieve Uniform Density in Ga-doped MnZn Ferrites
- Why is a laboratory isostatic press used for hydroxyapatite bioceramics? Achieve Maximum Density and Strength
- What is the purpose of incorporating cartridge heaters into a lab press mold for MLCC block compression? Optimize Results
- How does controlling the parameters of a laboratory isostatic press contribute to reducing deformation in LTCC channels?
- What is the function of an isostatic lab press in energy storage research? Achieve Superior Material Standardization













