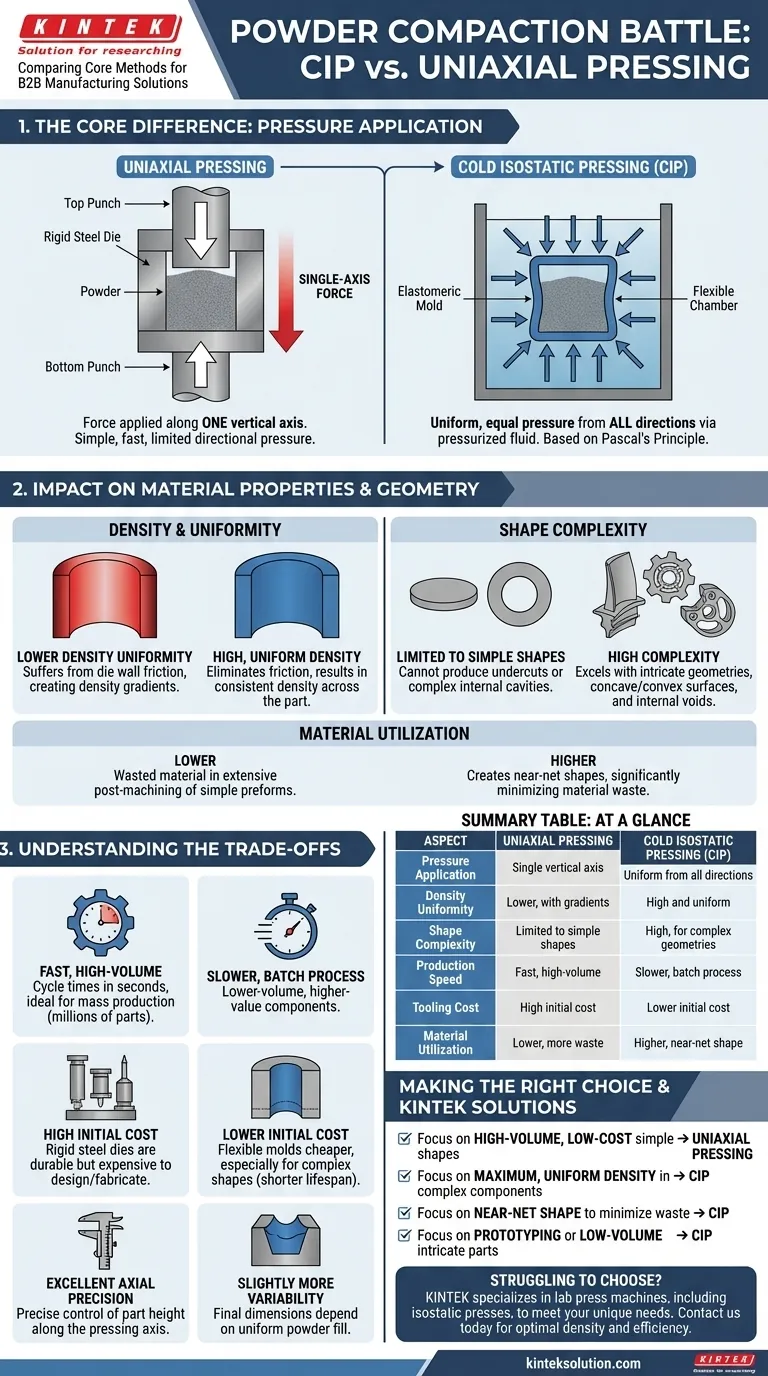
At its core, the primary difference between Cold Isostatic Pressing (CIP) and traditional uniaxial pressing is the direction from which force is applied. Uniaxial pressing applies force along a single vertical axis, while CIP applies uniform, equal pressure from all directions simultaneously. This fundamental distinction drives significant differences in density, uniformity, and the geometric complexity of the parts that can be produced.
While uniaxial pressing is a fast and efficient method for high-volume production of simple shapes, Cold Isostatic Pressing is the superior choice for creating complex components with maximum density and microstructural uniformity.

The Fundamental Difference: How Pressure is Applied
The method of pressure application is the defining characteristic that separates these two powder compaction techniques. It directly influences every subsequent property of the finished part.
Uniaxial Pressing: A Single-Axis Approach
In uniaxial pressing, a powdered material is placed into a rigid die cavity. A top punch then moves down to compress the powder against a stationary bottom punch, applying force along one axis.
This process is mechanically simple and fast, making it easy to automate for mass production. It is the dominant method for producing simple parts like tablets, bushings, and discs.
Cold Isostatic Pressing: A Uniform Approach
In Cold Isostatic Pressing (CIP), the powder is placed in a flexible, elastomeric mold which is then sealed. This sealed mold is submerged in a chamber of liquid, which is then pressurized.
Based on Pascal's principle, this pressure is transmitted equally and instantaneously to every surface of the flexible mold. The result is uniform pressure from all directions, compacting the powder into a solid "green" part.
The Impact on Material Properties and Geometry
The difference between single-axis and all-axis pressure has profound consequences for the final component.
Density and Uniformity
Uniaxial pressing suffers from die wall friction. As the top punch compresses the powder, friction between the powder particles and the rigid die wall opposes the compaction force. This creates density gradients, where the part is less dense near the die walls and at the center, away from the punches.
CIP completely eliminates die wall friction because the "mold" is a flexible membrane that moves with the powder. This results in a "green" part with exceptionally high and uniform density, free from the internal stresses caused by density gradients.
Shape Complexity
Uniaxial pressing is limited to simple, two-dimensional shapes that can be easily ejected from a rigid die. It cannot produce parts with undercuts or complex internal cavities.
Because CIP uses a flexible mold, it excels at producing parts with a high degree of complexity. It can create intricate geometries, concave or convex surfaces, and internal voids, often producing a near-net shape that requires minimal post-press machining.
Material Utilization
The ability of CIP to create near-net shapes significantly improves material utilization. Less raw material is wasted in secondary machining operations compared to the simple "preforms" often made with uniaxial pressing, which may require extensive shaping afterward.
Understanding the Trade-offs
Neither method is universally superior; the correct choice depends entirely on the specific application and production goals.
Production Speed and Volume
Uniaxial pressing is an exceptionally fast process, with cycle times often measured in seconds. It is highly suited for automated, high-volume manufacturing lines producing millions of identical parts.
CIP is a batch process with significantly slower cycle times, involving loading, sealing, pressurization, and unloading. It is better suited for lower-volume, higher-value components.
Tooling and Cost
The rigid steel dies for uniaxial pressing are expensive to design and fabricate but are extremely durable and can last for millions of cycles.
The elastomeric molds for CIP are generally less expensive to create, especially for complex shapes. However, they have a much shorter operational lifespan and must be replaced more frequently.
Dimensional Precision
Uniaxial pressing provides excellent dimensional control along the axis of pressing. The height of the pressed part can be controlled with high precision.
While CIP parts have superior density uniformity, their final dimensions can have slightly more variability due to the nature of the flexible mold. Post-sintering dimensions depend heavily on achieving uniform powder fill in the mold.
Making the Right Choice for Your Application
Selecting the correct compaction method requires balancing the need for geometric complexity and material properties against production volume and cost.
- If your primary focus is high-volume, low-cost production of simple shapes (discs, cylinders, rings): Uniaxial pressing offers unmatched speed and cost-effectiveness.
- If your primary focus is achieving maximum, uniform density in complex components: CIP is the ideal choice for eliminating internal defects and stresses.
- If your primary focus is creating near-net shape parts to minimize material waste and post-machining: CIP provides the geometric freedom needed for intricate designs.
- If your primary focus is prototyping or low-volume runs of intricate parts: CIP's lower tooling cost for complex shapes makes it a more accessible starting point.
Ultimately, choosing the right process begins with a clear understanding of your component's final engineering requirements.
Summary Table:
| Aspect | Uniaxial Pressing | Cold Isostatic Pressing (CIP) |
|---|---|---|
| Pressure Application | Single vertical axis | Uniform from all directions |
| Density Uniformity | Lower, with gradients | High and uniform |
| Shape Complexity | Limited to simple shapes | High, for complex geometries |
| Production Speed | Fast, high-volume | Slower, batch process |
| Tooling Cost | High initial cost | Lower initial cost |
| Material Utilization | Lower, more waste | Higher, near-net shape |
Struggling to choose the right powder compaction method for your lab? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the unique needs of laboratories. Our expertise ensures you achieve optimal density, uniformity, and efficiency in your processes. Contact us today to discuss how our solutions can enhance your material testing and production outcomes!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
People Also Ask
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials















