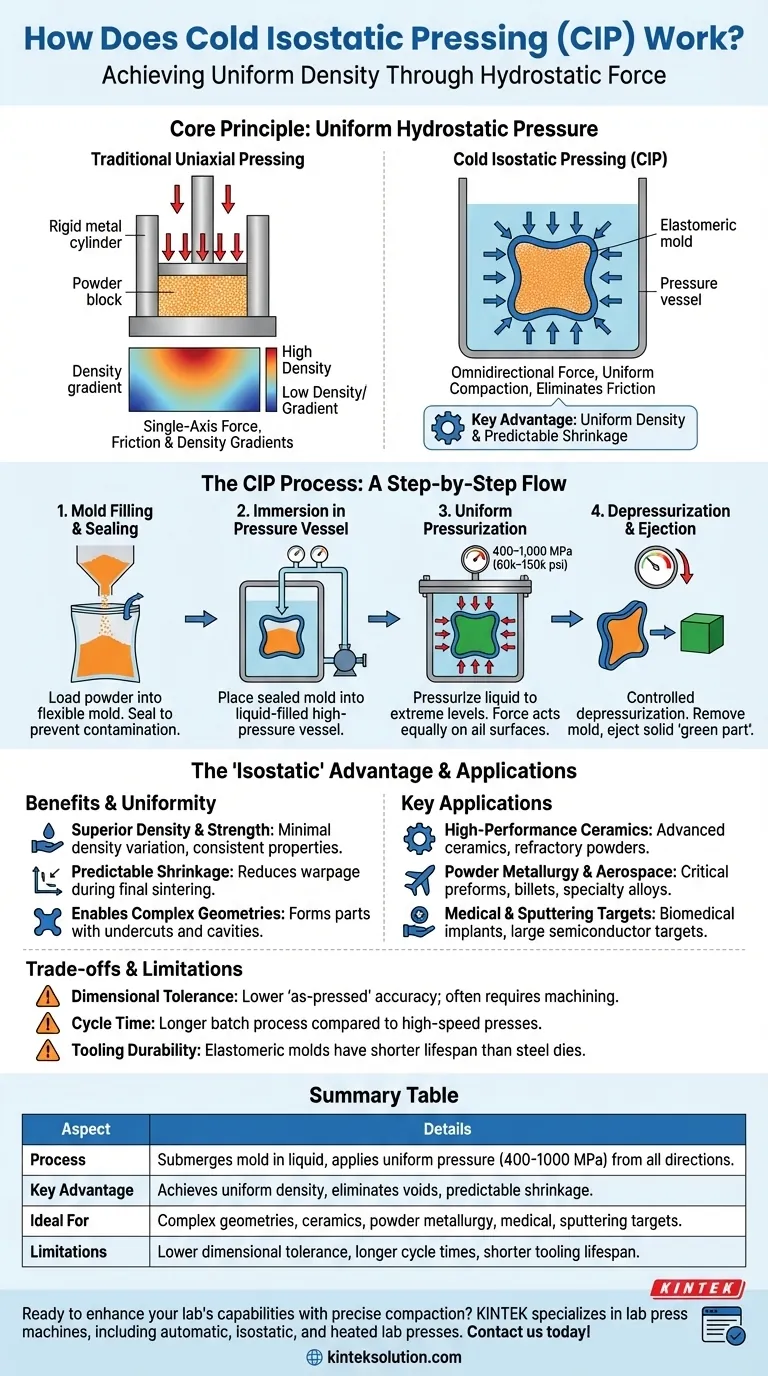
At its core, Cold Isostatic Pressing (CIP) works by submerging a powder-filled, flexible mold into a chamber of liquid and applying immense, uniform pressure from all directions. This hydrostatic force compacts the powder into a solid object, known as a "green part," that possesses exceptionally uniform density. Unlike traditional pressing, which applies force along a single axis, CIP ensures every surface of the part is compacted equally.
The fundamental advantage of Cold Isostatic Pressing is not merely compaction, but the achievement of uniform density throughout a component, regardless of its complexity. This solves the critical problem of inconsistent material properties and unpredictable shrinkage during final sintering that plagues other pressing methods.

The CIP Process: A Step-by-Step Breakdown
The CIP process is a methodical cycle designed to convert loose powder into a coherent, handleable component ready for subsequent manufacturing steps like sintering.
Step 1: Mold Filling and Sealing
First, the powdered material, typically a ceramic or metal, is carefully loaded into a flexible, elastomeric mold. This mold is essentially a durable, precisely shaped bag made of materials like rubber or polyurethane that defines the part's geometry. The mold is then hermetically sealed to prevent the pressurizing fluid from contaminating the powder.
Step 2: Immersion in the Pressure Vessel
The sealed mold is placed into the chamber of a high-pressure vessel. This chamber is filled with a liquid medium, most commonly water or a specialized oil, which will act as the pressure-transmitting agent.
Step 3: Uniform Pressurization
The vessel is sealed, and pumps increase the pressure of the liquid to extreme levels, typically ranging from 400 to 1,000 MPa (60,000 to 150,000 psi). Because the pressure is exerted by a fluid, it acts with equal force on every point of the mold's surface—this is the "isostatic" principle. This intense, uniform pressure consolidates the loose powder particles, eliminating voids and dramatically increasing the material's density.
Step 4: Depressurization and Ejection
After holding at peak pressure for a set time, the pressure is slowly and carefully released. A controlled depressurization rate is critical to prevent defects or cracks from forming in the newly compacted part. Once at ambient pressure, the mold is removed from the vessel, opened, and the solid "green part" is ejected.
The "Isostatic" Advantage: Why Uniform Pressure Matters
The true value of CIP lies in how it solves the inherent flaws of traditional compaction methods.
Overcoming the Limits of Uniaxial Pressing
Imagine pressing sand in a rigid cylinder with a single piston. The sand directly under the piston becomes highly compacted, but friction against the cylinder walls prevents that pressure from reaching the bottom corners. This creates significant density gradients.
CIP is different. It is like squeezing a water balloon—the pressure is applied perfectly and evenly across the entire surface. This eliminates the wall friction problem and ensures that every part of the powder mass experiences the same compressive force.
The Result: Superior Density and Strength
This uniform compaction results in a "green part" with minimal density variation from surface to core. A uniform density leads to predictable and uniform shrinkage during the final high-temperature sintering phase, reducing warpage and internal stresses. The resulting final product has more reliable and consistent mechanical properties.
Enabling Complex Geometries
Because the pressure is transmitted by a fluid, CIP is not constrained by the linear motion of a die set. This allows it to form highly complex shapes, including parts with undercuts, internal cavities, or long, thin profiles that are impossible to produce with conventional uniaxial pressing.
Understanding the Trade-offs and Limitations
While powerful, CIP is not the solution for every application. Its benefits come with specific trade-offs that must be considered.
Dimensional Tolerance
The flexible nature of the molds means that the "as-pressed" dimensional accuracy of a CIP part is generally lower than that achieved with rigid steel tooling in die compaction. Parts often require final machining to meet tight tolerances.
Cycle Time
CIP is typically a batch process. The time required to load, pressurize, depressurize, and unload the vessel makes its cycle time significantly longer than automated, high-speed mechanical or hydraulic presses.
Tooling Durability
While less expensive to create for prototypes or small runs, the elastomeric molds are subject to wear and have a shorter lifespan than the hardened steel dies used in traditional pressing.
Key Applications and Materials
CIP excels in creating high-value components where material integrity and uniform properties are non-negotiable.
High-Performance Ceramics
The process is ideal for consolidating advanced ceramics and refractory powders. These hard, abrasive materials are difficult to compact uniformly with other methods, making CIP essential for producing high-purity ceramic components.
Powder Metallurgy and Aerospace
In powder metallurgy, CIP is used to create preforms for critical aerospace and automotive components. It can produce large billets of specialty alloys or refractory metals with high green strength that can be easily handled and machined before sintering.
Medical Implants and Sputtering Targets
The ability to create complex shapes with uniform density makes CIP a key technology for producing biomedical implants. It is also used to manufacture large, dense ceramic sputtering targets used in the production of semiconductors and flat-panel displays.
Making the Right Choice for Your Goal
Selecting the right compaction method depends entirely on your project's balance of complexity, volume, and performance requirements.
- If your primary focus is high-volume production of simple shapes: Traditional die compaction is likely more cost-effective and faster.
- If your primary focus is achieving maximum, uniform density in a complex or large part: Cold Isostatic Pressing is the superior technical choice.
- If your primary focus is processing difficult-to-compact refractory metals or advanced ceramics: CIP is often the only viable method for achieving a high-quality green part.
Ultimately, Cold Isostatic Pressing empowers you to create materials with a structural uniformity that other methods simply cannot match.
Summary Table:
| Aspect | Details |
|---|---|
| Process | Submerges powder-filled mold in liquid, applies uniform pressure (400-1000 MPa) from all directions |
| Key Advantage | Achieves uniform density, eliminating voids and ensuring predictable shrinkage in sintering |
| Ideal For | Complex geometries, high-performance ceramics, powder metallurgy, medical implants, sputtering targets |
| Limitations | Lower dimensional tolerance, longer cycle times, shorter tooling lifespan compared to uniaxial pressing |
Ready to enhance your lab's capabilities with precise compaction? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the demanding needs of laboratories working with ceramics, metals, and advanced materials. Our solutions deliver uniform density, improved material integrity, and support for complex part geometries—ensuring reliable results for your research and production. Contact us today to discuss how our equipment can optimize your processes and drive innovation in your projects!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
















