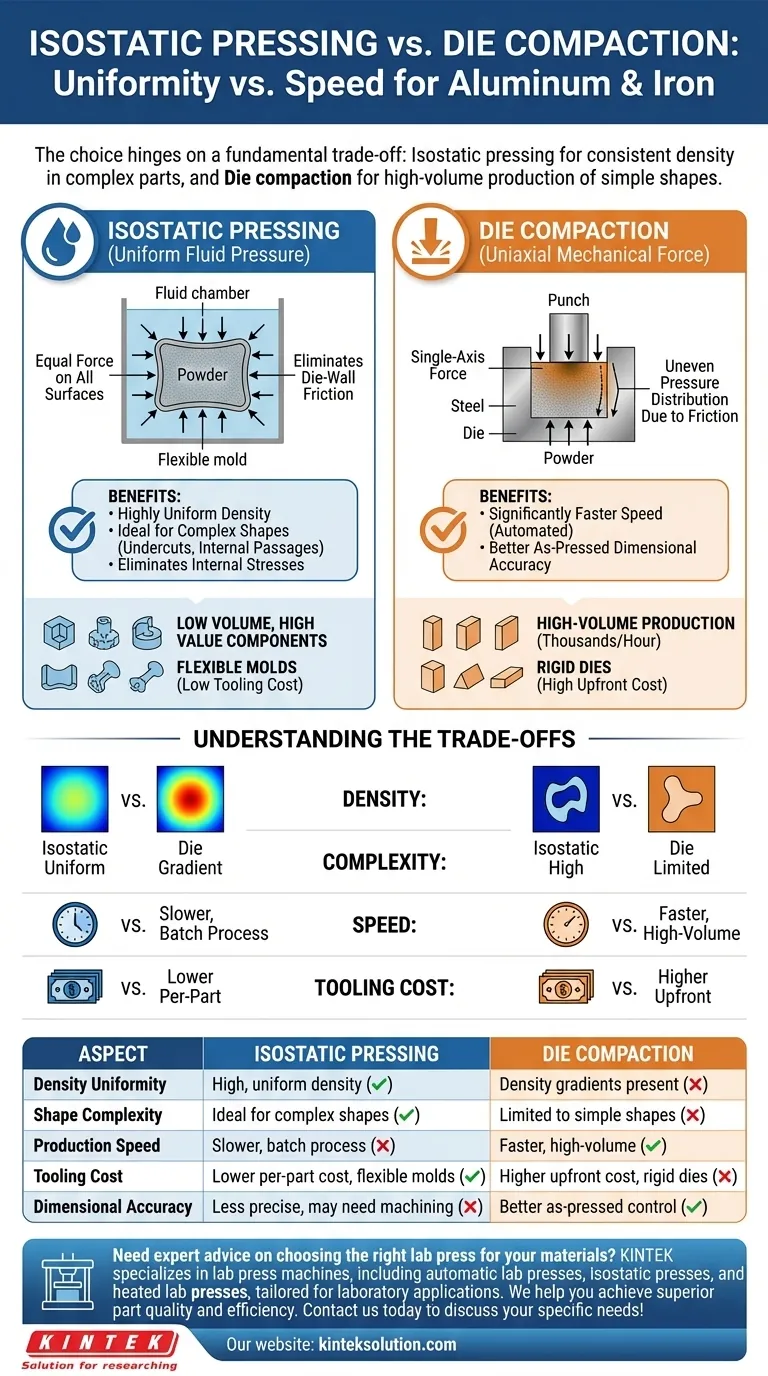
In essence, the choice between isostatic pressing and die compaction for materials like aluminum and iron hinges on a fundamental trade-off between final part uniformity and production speed. Isostatic pressing uses uniform fluid pressure to achieve exceptionally consistent density, making it ideal for complex or high-performance parts. In contrast, die compaction uses mechanical, single-axis force, which is much faster for high-volume production but can introduce density variations within the part.
The critical difference is not the material, but the geometry of the force. Isostatic pressing "squeezes" a powder from all sides equally, eliminating internal friction and ensuring uniform density. Die compaction "punches" it from one or two directions, which is faster but creates density gradients, especially in taller or more complex parts.

The Fundamental Difference: How Pressure is Applied
The method of compaction directly dictates the final properties of the component. The core distinction lies in how force is transmitted to the powder.
Isostatic Pressing: Uniform Fluid Pressure
In isostatic pressing, the metal powder (like aluminum or iron) is placed in a flexible, sealed mold. This mold is then submerged in a fluid chamber, and the fluid is pressurized, exerting equal force on every surface of the mold simultaneously.
This all-around pressure ensures that compaction is uniform throughout the part's volume. It completely eliminates the primary cause of density variation: die-wall friction.
Die Compaction: Uniaxial Mechanical Force
Die compaction, often called cold pressing, uses a rigid steel die and one or more mechanical punches. The powder fills the die cavity, and a punch compresses it along a single axis (top-down, and sometimes bottom-up as well).
While the force from the punch is high, its transmission through the powder is hindered by friction against the rigid die walls. This results in an uneven distribution of pressure and, consequently, density.
Impact on Material Properties and Part Geometry
These different methods of applying pressure have direct consequences for the final product, regardless of whether the material is aluminum, iron, or another powdered metal.
Density Uniformity
Isostatic pressing produces parts with a highly uniform density. Because pressure is applied from all directions, every region of the powder compacts to nearly the same degree.
Die compaction, however, creates density gradients. The areas of the part closest to the moving punch become the densest, while the center of the part and the sections furthest from the punch are the least dense due to the effects of die-wall friction.
Shape Complexity
Isostatic pressing excels at producing complex shapes. Because it uses a flexible mold, it can form parts with undercuts, intricate internal passages, or high length-to-diameter ratios that are impossible to eject from a rigid die.
Die compaction is limited to simpler, prismatic shapes. The part must be able to be pushed out of the die cavity without damage, restricting its geometry.
Understanding the Trade-offs
Choosing a method is not just about achieving perfect density; it's a balance of engineering and economic priorities.
Speed and Throughput
Die compaction is significantly faster. The process is easily automated and can produce hundreds or thousands of parts per hour, making it the standard for high-volume manufacturing.
Isostatic pressing is a much slower, batch process. Loading and unloading the pressure vessel takes time, limiting its throughput and making it more suitable for lower-volume, high-value components.
Tooling and Cost
Tooling for die compaction requires expensive, hardened steel dies and punches that must be precisely machined. These costs are high upfront but are amortized over large production runs.
Isostatic pressing uses inexpensive, flexible molds (often made of urethane or rubber). While the pressure vessel itself is a major capital investment, the per-part tooling cost can be much lower, making it attractive for prototyping and small-batch production.
Dimensional Accuracy
Die compaction offers better as-pressed dimensional control. The rigid die cavity provides a precise net shape, minimizing the need for subsequent machining on a part's outer dimensions.
Isostatic pressing results in less predictable shrinkage. While the density is uniform, the final dimensions after pressing are less precise and often require secondary machining operations to meet tight tolerances.
Making the Right Choice for Your Component
Your selection should be guided by the most critical requirement for your final part.
- If your primary focus is high-volume production of simple shapes (like bushings or small gears): Die compaction is the clear choice for its unmatched speed and low per-part cost at scale.
- If your primary focus is uniform mechanical properties in complex shapes (like near-net-shape turbine blades or medical implants): Isostatic pressing is superior, as it is the only way to guarantee consistent density and performance in such geometries.
- If your primary focus is eliminating internal stresses and defects in tall parts: Isostatic pressing's uniform pressure avoids the density gradients that can lead to cracking during sintering, a common risk with die-compacted parts.
- If your primary focus is prototyping or producing small batches with complex features: Isostatic pressing offers a more cost-effective path, as the tooling is far cheaper and easier to create than a full die-and-punch set.
By understanding that the method of pressure dictates the final properties, you can confidently select the right compaction process for your specific engineering goal.
Summary Table:
| Aspect | Isostatic Pressing | Die Compaction |
|---|---|---|
| Density Uniformity | High, uniform density | Density gradients present |
| Shape Complexity | Ideal for complex shapes | Limited to simple shapes |
| Production Speed | Slower, batch process | Faster, high-volume |
| Tooling Cost | Lower per-part cost, flexible molds | Higher upfront cost, rigid dies |
| Dimensional Accuracy | Less precise, may need machining | Better as-pressed control |
Need expert advice on choosing the right lab press for your materials? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored for laboratory applications. We help you achieve superior part quality and efficiency in your research and development. Contact us today to discuss your specific needs and discover how our solutions can benefit your lab!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- How do sacrificial volume materials (SVM) maintain microchannels in isostatic pressing? Ensure Structural Integrity
- What are the advantages of using a Warm Isostatic Press (WIP) for batteries? Achieve Superior Interface Contact
- What is the function of elastic molds in warm isostatic pressing? Achieve Uniform Density in Composite Particles
- What is the process involved in warm isostatic pressing? Mastering Uniform Density with WIP Technology
- How does Warm Isostatic Pressing differ from traditional pressing methods? Unlock Uniform Density for Complex Parts



















