Cold Isostatic Pressing (CIP) is used to produce complex components by placing a powdered material into a flexible, sealed mold and subjecting it to extreme, uniform hydraulic pressure from all directions. This omnidirectional force compacts the powder evenly into a solid "green" part that precisely mirrors the intricate geometry of the mold, avoiding the density variations and internal stresses common in other pressing methods.
The core challenge in forming complex shapes from powder is achieving uniform density. CIP solves this by using a liquid to transmit pressure equally to every surface of a flexible mold, ensuring the powder compacts consistently into its final, detailed form before subsequent strengthening.

How CIP Enables Complex Geographies
Cold Isostatic Pressing is fundamentally a powder consolidation process. Its unique ability to handle complex shapes stems directly from its method of applying pressure.
The Role of the Flexible Mold
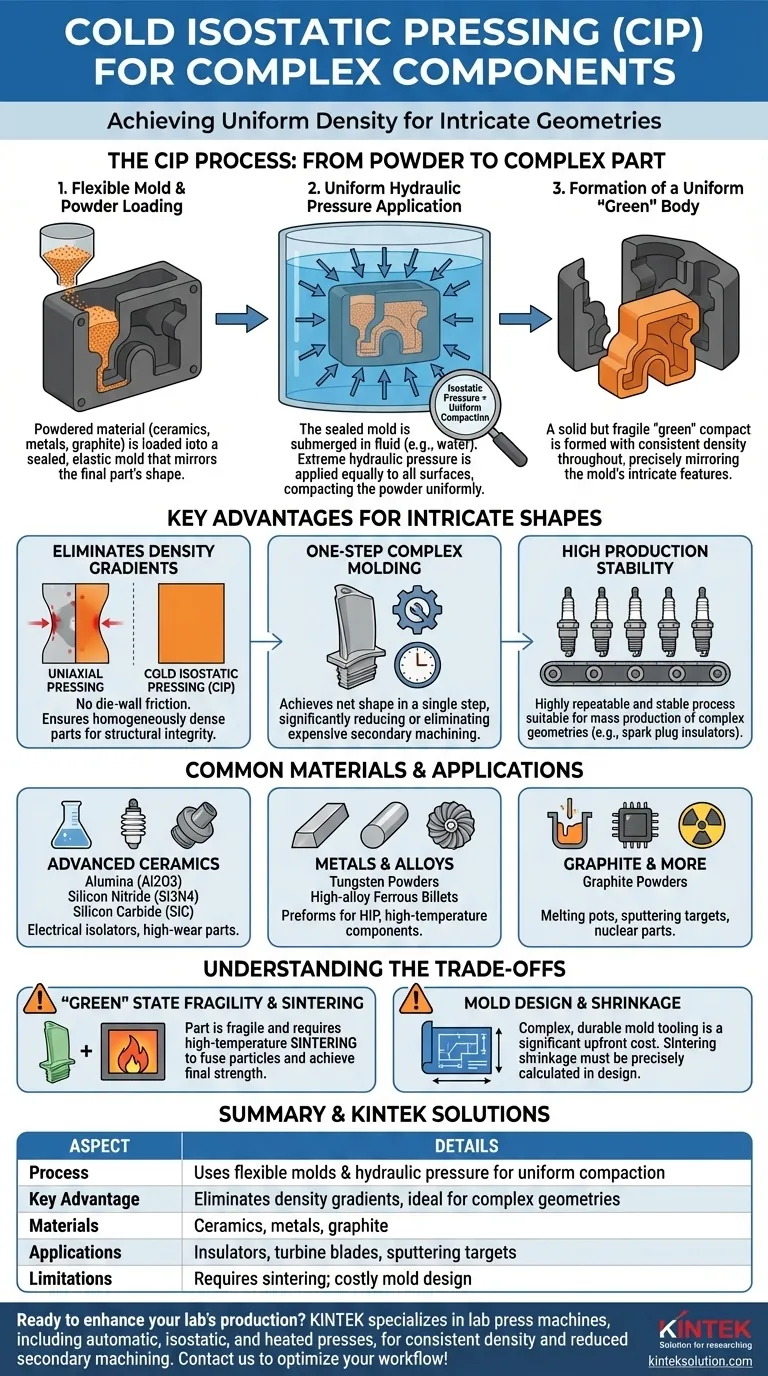
The process begins by loading the raw powder—such as a ceramic, metal, or graphite—into a watertight, elastic container or mold. This mold is the negative of the desired final part and can contain highly detailed and complex features.
Applying Uniform Hydraulic Pressure
The sealed mold is then submerged in a fluid, typically water, within a high-pressure vessel. The pressure in the chamber is increased, and because the pressure is transmitted through a liquid, it is applied isostatically—that is, equally and simultaneously on all surfaces of the mold.
The Result: A Uniform "Green" Body
This uniform pressure collapses the mold and compacts the powder inside. The result is a solid but fragile part, known as a "green" compact. Because the pressure was applied evenly, the density is consistent throughout the part, even in sharp corners or thin sections, which is critical for structural integrity.
Key Advantages for Intricate Parts
The isostatic method provides distinct advantages over traditional uniaxial (top-down) pressing, especially for non-symmetrical components.
Elimination of Density Gradients
In uniaxial pressing, friction between the powder and the rigid die walls prevents uniform compaction, leading to weak spots. CIP's all-around pressure eliminates this die-wall friction, ensuring a homogeneously dense part, which is vital for the performance of components like ceramic insulators or turbine blades.
One-Step Complex Molding
With proper mold design, CIP can achieve the net shape of a complex component in a single pressing step. This reduces or eliminates the need for expensive and time-consuming secondary machining, lowering overall production costs.
High Production Stability
The process is highly repeatable and stable, making it suitable for the mass production of parts with complex geometries. The manufacture of alumina spark plug insulators is a classic example of CIP's efficiency in high-volume production.
Common Materials and Applications
CIP is not limited to one type of material and is used across numerous high-performance industries.
Advanced Ceramic Powders
The technology is exceptionally well-suited for ceramics, including alumina (Al2O3), silicon nitride (Si3N4), and silicon carbide (SiC). Applications range from large electrical isolators to components for high-wear environments.
Metals and Other Materials
CIP is also used to form shapes from tungsten powders and to create preforms from high-alloy ferrous billets that will later undergo Hot Isostatic Pressing (HIP). Graphite powders are pressed into melting pots and other high-temperature components.
Expanding Industrial Use
The application of CIP is growing. It is used for pressing sputtering targets for electronics, creating parts for the nuclear industry, and even consolidating materials in the pharmaceutical and chemical sectors.
Understanding the Trade-offs
While powerful, CIP is one step in a larger manufacturing process, and it's important to understand its context and limitations.
The "Green" State Is Fragile
A part emerging from a CIP press is not finished. This "green" compact has the consistency of chalk and must undergo a subsequent high-temperature process called sintering to fuse the particles and achieve its final hardness and strength.
Tooling and Mold Design
The flexible mold is the key to the process's success. Designing and fabricating this tooling can be complex and represents a significant upfront cost, especially for highly intricate, low-volume parts. The mold material must be durable enough to withstand many cycles but flexible enough to transmit pressure evenly.
Managing Dimensional Shrinkage
The final sintering step causes the part to shrink. This shrinkage must be precisely calculated and accounted for in the initial mold design to achieve the desired final dimensions. For components requiring extremely tight tolerances, some final grinding or machining may still be necessary.
Is CIP Right for Your Component?
Making the right choice depends entirely on your material, the complexity of your part, and your production goals.
- If your primary focus is producing intricate ceramic or refractory parts at scale: CIP is an excellent choice for creating uniformly dense green bodies that minimize the need for costly secondary machining.
- If your primary focus is creating a preform for sintering or Hot Isostatic Pressing (HIP): CIP is a standard and highly effective method for producing a homogeneous starting billet required for these secondary processes.
- If your primary focus is achieving final net-shape with extreme precision: CIP is a strong starting point, but you must factor sintering shrinkage into your mold design and may need to budget for final finish machining.
By leveraging the power of uniform hydraulic pressure, CIP provides a reliable and efficient pathway to manufacturing complex, high-performance components from powdered materials.
Summary Table:
| Aspect | Details |
|---|---|
| Process | Uses flexible molds and hydraulic pressure for uniform powder compaction |
| Key Advantage | Eliminates density gradients, ideal for complex geometries |
| Common Materials | Ceramics (e.g., alumina), metals (e.g., tungsten), graphite |
| Applications | Spark plug insulators, turbine blades, sputtering targets, nuclear parts |
| Limitations | Requires sintering post-process; mold design can be costly |
Ready to enhance your lab's production of complex components with precise, uniform pressing? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the needs of laboratories working with ceramics, metals, and other powdered materials. Our solutions help you achieve consistent density and reduce secondary machining, saving time and costs. Contact us today to discuss how our equipment can optimize your workflow and deliver high-performance results!
Visual Guide
Related Products
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Electric Lab Cold Isostatic Press CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
People Also Ask
- How does a Cold Isostatic Press (CIP) facilitate the preparation of CaO-doped silicon carbide (SiC) green bodies?
- Why are high pressurization rates important in automated CIP systems? Achieve Superior Material Density
- For what types of materials and applications are automated CIP systems particularly beneficial? Unlock Purity and Complex Shapes
- What are the key features of automated laboratory Cold Isostatic Press (CIP) systems? Achieve Precise, High-Pressure Powder Consolidation
- Why is Cold Isostatic Pressing (CIP) applied after uniaxial pressing? Optimize Superconductor Precursor Density









