Isostatic pressing fundamentally liberates part geometry from the constraints of traditional manufacturing. By applying equal pressure from all directions, it enables the creation of highly complex shapes with uniform internal density, a feat impossible with methods that apply force from a single direction. This technique is not just an alternative; it is the enabling technology for a new class of component designs.
The core advantage of isostatic pressing lies in its use of a fluid to transmit pressure evenly onto a part held in a flexible mold. This eliminates the internal stresses and density variations that plague traditional pressing, allowing designers to create intricate, robust components in a single step.

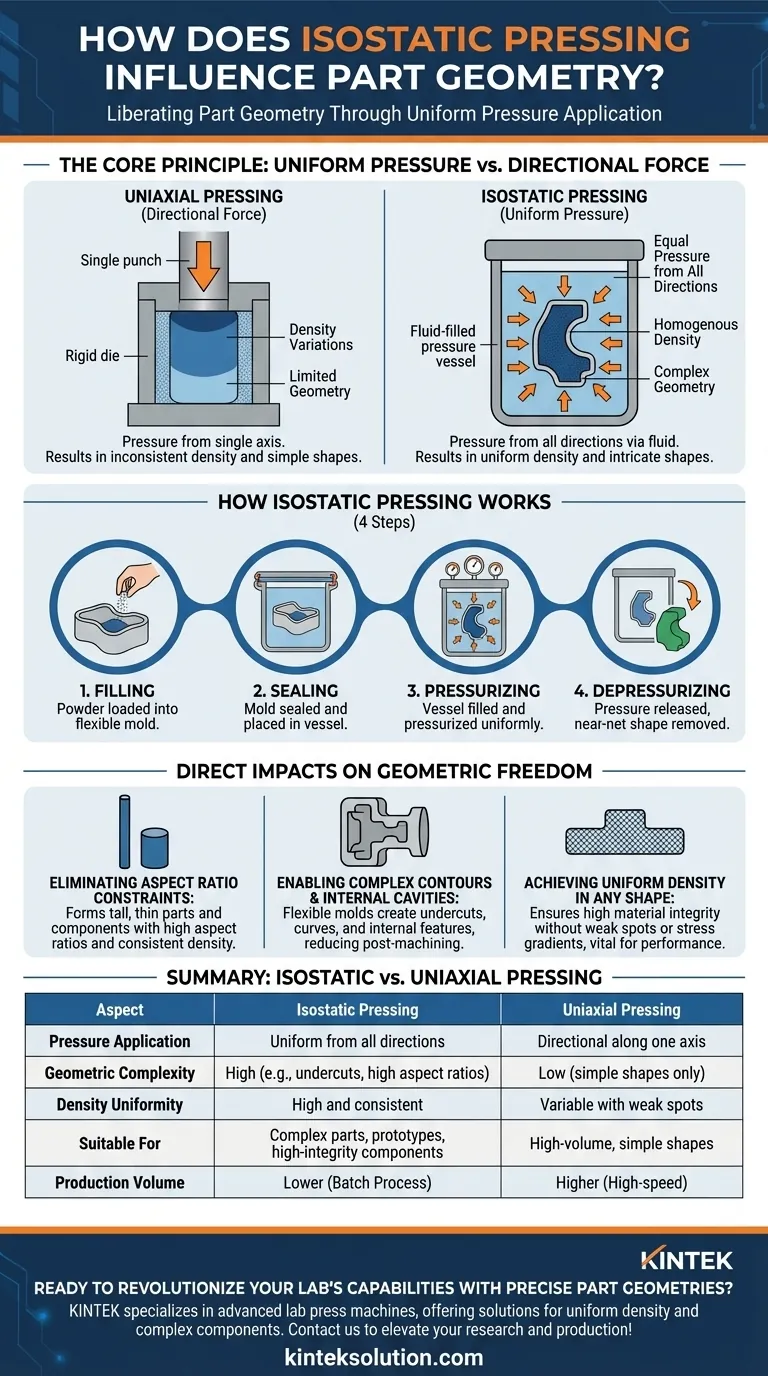
The Core Principle: Uniform Pressure vs. Directional Force
To understand the geometric freedom isostatic pressing provides, you must first understand the limitations of the alternative: uniaxial pressing.
The Uniaxial Pressing Limitation
In uniaxial (or die) pressing, powder is compacted in a rigid die by a punch applying force along a single axis. This method is fast and economical for simple shapes like tablets or bushings.
However, friction between the powder and the die walls prevents pressure from being transmitted uniformly. The farther the powder is from the punch, the lower the compaction pressure, resulting in significant density variations. This severely restricts part geometry, making it impossible to produce tall, thin parts or components with complex cross-sections.
How Isostatic Pressing Works
Isostatic pressing overcomes this by submersing a flexible mold filled with powder into a fluid-filled pressure vessel. The process involves four key steps:
- Filling: Powder is loaded into a flexible, sealed mold (often made of rubber or urethane) that defines the part's shape.
- Sealing: The mold is hermetically sealed and placed inside a high-pressure vessel.
- Pressurizing: The vessel is filled with a fluid (like water or oil) and pressurized. This pressure is transmitted equally and simultaneously to every surface of the mold.
- Depressurizing: After a set time, the pressure is released, and the compacted part, known as a "green" compact, is removed from the mold.
Because the pressure is perfectly uniform, wall friction is eliminated, and the powder compacts into a homogenous solid.
Direct Impacts on Geometric Freedom
The shift from directional force to uniform pressure has profound consequences for what can be designed and manufactured.
Eliminating Aspect Ratio Constraints
Uniaxial pressing is limited to parts with low height-to-diameter ratios. Isostatic pressing removes this constraint entirely. Long rods, thin-walled tubes, and other components with high aspect ratios can be formed with consistent density from top to bottom.
Enabling Complex Contours and Internal Cavities
The use of a flexible mold is the key to geometric complexity. These molds can be designed with undercuts, complex curves, varying wall thicknesses, and even internal cavities. Once pressure is applied, the powder is compacted into this "near-net shape," dramatically reducing the need for costly and material-wasting post-machining.
Achieving Uniform Density in Any Shape
For a complex component, performance depends on material integrity. Isostatic pressing creates parts with high and uniform density, regardless of their shape. This prevents the internal weak spots, stress gradients, and potential for warping or cracking that would render a complex part made by other means unusable.
Understanding the Trade-offs
While powerful, isostatic pressing is not the universal solution. Its advantages in geometry come with specific considerations.
Slower Cycle Times
Compared to the high-speed, automated nature of uniaxial pressing, isostatic pressing is a batch process. Sealing the mold, loading the vessel, pressurization, and unloading take significantly more time, making it less suitable for high-volume production of simple parts.
Tooling and Equipment Costs
The high-pressure vessels required for this process represent a significant capital investment. Furthermore, while flexible molds are cheaper to create than the hardened steel dies used in uniaxial pressing, they have a shorter lifespan and may need more frequent replacement.
Dimensional Tolerance Control
The final part, or green compact, shrinks during the subsequent sintering (heating) phase. While this shrinkage is predictable, the inherent flexibility of the mold means that isostatic pressing produces near-net shapes rather than perfectly finished parts. Tighter tolerances may still require a final light machining step.
Making the Right Choice for Your Goal
Selecting the correct pressing method depends entirely on the geometric complexity and performance requirements of your component.
- If your primary focus is high-volume production of simple shapes (like discs or short cylinders): Uniaxial pressing remains the most efficient and cost-effective choice.
- If your primary focus is creating complex shapes, prototypes, or parts with high aspect ratios: Isostatic pressing is the superior method for achieving geometric freedom and a uniform green compact.
- If your primary focus is maximum material integrity in a complex part (e.g., aerospace turbine blades or medical implants): The uniform density and freedom from defects provided by isostatic pressing are critical and often non-negotiable.
By understanding the principle of uniform hydrostatic pressure, you can leverage isostatic pressing to design and manufacture parts that were previously considered impossible.
Summary Table:
| Aspect | Isostatic Pressing | Uniaxial Pressing |
|---|---|---|
| Pressure Application | Uniform from all directions | Directional along one axis |
| Geometric Complexity | High (e.g., undercuts, high aspect ratios) | Low (simple shapes only) |
| Density Uniformity | High and consistent | Variable with weak spots |
| Suitable For | Complex parts, prototypes, high-integrity components | High-volume, simple shapes |
Ready to revolutionize your lab's capabilities with precise part geometries? KINTEK specializes in advanced lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the demanding needs of laboratories. Our solutions deliver uniform density and enable the creation of complex components, reducing post-processing and enhancing material integrity. Contact us today to discuss how our equipment can elevate your research and production!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
People Also Ask
- How do sacrificial volume materials (SVM) maintain microchannels in isostatic pressing? Ensure Structural Integrity
- What is the function of elastic molds in warm isostatic pressing? Achieve Uniform Density in Composite Particles
- What is the mechanism of a Warm Isostatic Press (WIP) on cheese? Master Cold Pasteurization for Superior Safety
- What are the advantages of using a Warm Isostatic Press (WIP) for batteries? Achieve Superior Interface Contact
- What is the role of the flexible material in warm isostatic pressing? Key to Uniform Density & Precision



















