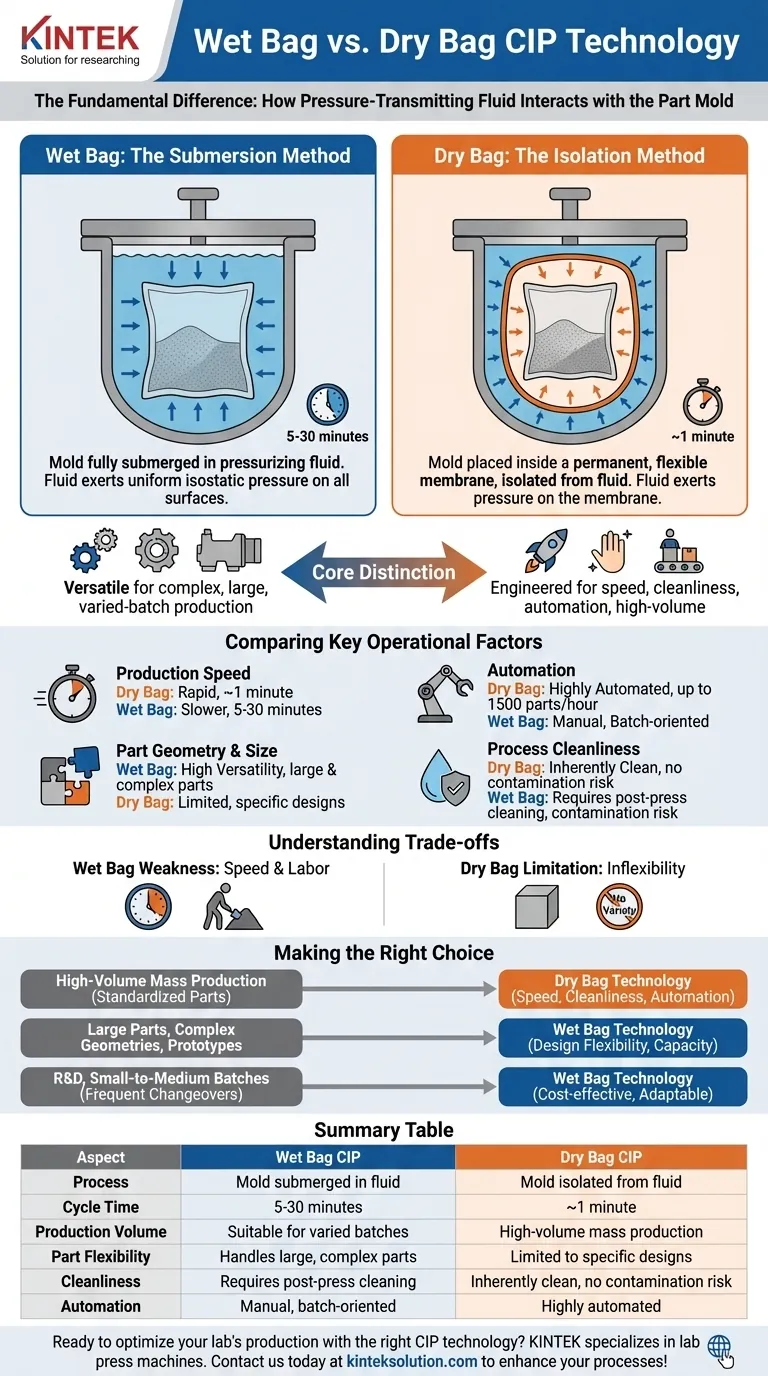
The fundamental difference between wet bag and dry bag Cold Isostatic Pressing (CIP) lies in how the pressure-transmitting fluid interacts with the part mold. In wet bag CIP, a flexible mold containing the powder is fully submerged in a pressurizing fluid. In dry bag CIP, the mold is placed inside a permanent, flexible membrane built into the pressure vessel, isolating the mold and powder from direct contact with the fluid.
This core distinction makes wet bag the versatile choice for complex, large, or varied-batch production, while dry bag technology is engineered for the speed, cleanliness, and automation required for high-volume mass production.

Understanding the Core Mechanism
The names "wet bag" and "dry bag" directly describe the state of the mold during the pressing cycle. This single difference in process design dictates the distinct advantages and applications of each method.
Wet Bag: The Submersion Method
In a wet bag process, the powder is first sealed in a flexible, watertight mold or "bag." This entire sealed mold is then loaded into a pressure vessel and fully submerged in a liquid, typically oil or water.
When the vessel is pressurized, the liquid exerts uniform, isostatic pressure directly on all surfaces of the bag, compacting the powder inside. Multiple different shapes and sizes can be pressed in a single cycle.
Dry Bag: The Isolation Method
In a dry bag process, the pressure vessel contains a permanent, built-in flexible membrane that acts as a barrier. The powder mold is placed inside this dry membrane, which isolates it from the pressurizing fluid.
The pressure is applied to the fluid outside the membrane, which in turn collapses around the mold to compact the powder. The mold and the resulting part never contact the fluid, remaining "dry" throughout the process.
Comparing Key Operational Factors
Your choice between these technologies depends entirely on your operational priorities, such as production speed, part complexity, and required cleanliness.
Production Speed and Cycle Time
Dry bag technology is built for speed. Because the mold stays in place and the process is contained, cycle times are extremely rapid, often around one minute.
Wet bag technology is significantly slower. The process of loading, submerging, pressurizing, de-pressurizing, and removing the wet mold results in a cycle time of 5 to 30 minutes.
Automation and Production Volume
The rapid cycle and fixed tooling of dry bag pressing make it highly suitable for automated mass production. Systems can be designed for automatic powder filling and part ejection, achieving rates of up to 1500 parts per hour.
Wet bag pressing is a more manual, batch-oriented process. While it can handle large quantities, it does not lend itself to the same level of high-speed automation as the dry bag method.
Part Geometry and Size Flexibility
Wet bag technology excels in versatility. It is the preferred method for producing very large parts, with vessel diameters reaching up to 2000mm. It easily accommodates complex geometries and can press a mix of different part shapes in a single cycle.
Dry bag systems are typically designed for a more limited range of part sizes and are optimized for producing one specific part design at a high rate.
Process Cleanliness and Contamination
Dry bag is an inherently cleaner process. By isolating the powder from the pressurizing fluid, it eliminates the risk of cross-contamination and reduces the need for cleaning the part or the vessel after a cycle.
With wet bag pressing, the mold is submerged, requiring a post-press cleaning step to remove residual fluid. This also introduces a potential pathway for contamination if not managed carefully.
Understanding the Trade-offs
Neither technology is universally superior; they represent a classic engineering trade-off between flexibility and specialized efficiency.
The Weakness of Wet Bag: Speed and Labor
The primary trade-off for the wet bag's versatility is its slower cycle time and higher labor requirement. The manual handling and cleaning steps make it less efficient for true mass production of a single, standardized part.
The Limitation of Dry Bag: Inflexibility
The efficiency of dry bag comes at the cost of flexibility. The tooling is integrated and specific, making it unsuitable for producing a wide variety of parts or very large components. The initial investment in dedicated automation can also be higher.
Making the Right Choice for Your Goal
Your production requirements will be the definitive guide in selecting the correct CIP method.
- If your primary focus is high-volume mass production of a standardized part: Dry bag technology is the clear choice for its unmatched speed, cleanliness, and automation potential.
- If your primary focus is producing large parts, complex geometries, or prototypes: Wet bag technology provides the essential design flexibility and capacity for varied production needs.
- If your primary focus is R&D or small-to-medium batches with frequent changeovers: Wet bag offers a more cost-effective and adaptable solution than dedicated dry bag tooling.
Ultimately, choosing the right method requires a clear understanding of your specific manufacturing goals and priorities.
Summary Table:
| Aspect | Wet Bag CIP | Dry Bag CIP |
|---|---|---|
| Process | Mold submerged in fluid | Mold isolated from fluid |
| Cycle Time | 5-30 minutes | ~1 minute |
| Production Volume | Suitable for varied batches | High-volume mass production |
| Part Flexibility | Handles large, complex parts | Limited to specific designs |
| Cleanliness | Requires post-press cleaning | Inherently clean, no contamination risk |
| Automation | Manual, batch-oriented | Highly automated |
Ready to optimize your lab's production with the right CIP technology? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored to meet your laboratory needs. Our expertise ensures you get efficient, reliable solutions for high-volume or flexible production. Contact us today to discuss how we can enhance your processes and deliver superior results!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
















