In wet bag cold isostatic pressing (CIP), a flexible mold filled with powder is sealed and then fully submerged in a fluid-filled pressure vessel. An external pump pressurizes the fluid, which then exerts uniform, all-around pressure on the outside of the mold. This isostatic pressure compacts the powder into a solid, dense component with consistent properties.
The defining characteristic of the "wet bag" method is that the tooling (the mold) is independent of the pressure vessel. It is prepared and sealed externally, then immersed directly in the pressurization fluid, making it a highly versatile process for complex shapes.

The Mechanics of the Wet Bag Process
Understanding the wet bag method is best done by breaking it down into its distinct operational steps. Each step contributes to the final component's uniform density and strength.
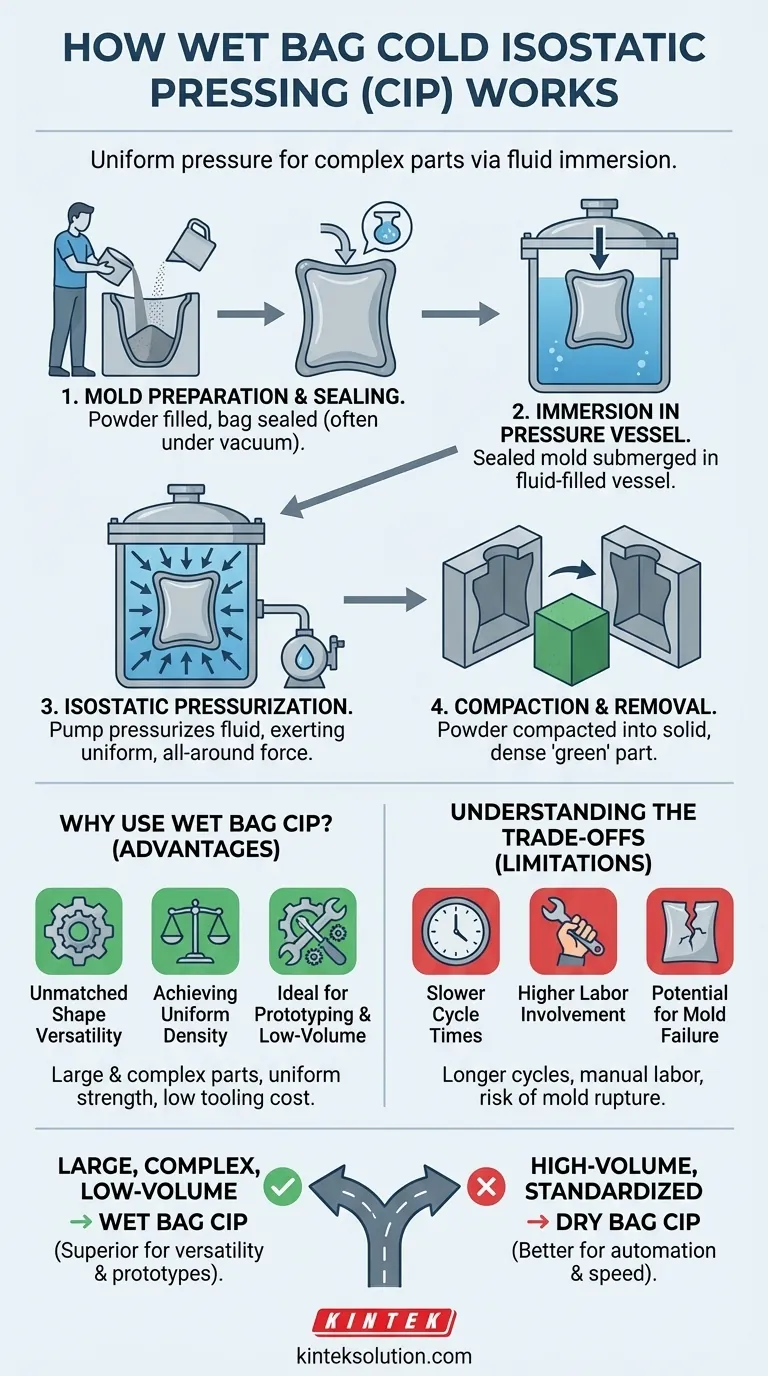
Step 1: Mold Preparation and Sealing
The process begins outside the pressure vessel. Powdered material (such as ceramic, metal, or polymer) is carefully filled into a flexible, elastomeric mold.
This mold is then hermetically sealed. Often, this is done under vacuum to remove any air trapped between the powder particles, which could otherwise create voids in the final product.
Step 2: Immersion in the Pressure Vessel
The sealed mold assembly is then loaded into the pressure vessel and submerged in a working fluid.
This fluid is typically water mixed with a corrosion inhibitor or a specialized oil. The mold's direct contact with this fluid is what gives the "wet bag" method its name.
Step 3: Isostatic Pressurization
Once the vessel is closed, an external high-pressure pump is used to pressurize the fluid.
Because liquids transmit pressure equally in all directions, the sealed mold experiences a perfectly uniform compressive force over its entire exterior surface. This is the core principle of "isostatic" pressing.
Step 4: Compaction and Removal
The immense, uniform pressure collapses the flexible mold inward, compressing the powder particles together and significantly increasing the material's density.
After holding the pressure for a predetermined time, the vessel is depressurized. The mold is removed from the fluid, and the compacted, solid part—often called a "green" compact—is extracted.
Why Use the Wet Bag Method?
The wet bag process is chosen for specific applications where its unique advantages outweigh its slower cycle time compared to other methods.
Unmatched Shape Versatility
Because the mold is an independent unit not built into the press, this method can produce very large and geometrically complex parts. The primary size limitation is the internal dimension of the pressure vessel itself.
Achieving Uniform Density
The application of pressure from all sides simultaneously eliminates the density gradients that are common in traditional uniaxial (single-direction) pressing. This results in components with highly uniform strength and predictable shrinkage during subsequent sintering.
Ideal for Prototyping and Low-Volume Production
Tooling for wet bag CIP is relatively simple and inexpensive, often just consisting of the flexible mold. This makes the process ideal for research, one-off part development, and low-volume production runs where the cost of complex hard tooling would be prohibitive.
Understanding the Trade-offs
No single manufacturing process is perfect for every scenario. The objectivity of a technical advisor requires acknowledging the limitations of wet bag CIP.
Slower Cycle Times
The manual steps of filling, sealing, loading, unloading, and opening the mold make the overall cycle time much longer than automated alternatives like dry bag CIP. This makes it unsuitable for high-volume mass production.
Higher Labor Involvement
The wet bag process is labor-intensive. An operator is required to manage the tooling for each individual press cycle, in contrast to the highly automated nature of high-throughput systems.
Potential for Mold Failure
The mold itself is a critical component that is repeatedly subjected to high pressure. A leak or rupture in the mold can lead to contamination of the powder by the pressurization fluid, ruining the part.
Making the Right Choice for Your Goal
The decision between wet bag and its alternative, dry bag isostatic pressing, hinges entirely on your production goals.
- If your primary focus is producing large, complex parts or prototypes: Wet bag CIP is the superior choice due to its unparalleled shape versatility and low initial tooling cost.
- If your primary focus is high-volume, automated production of standardized shapes: Dry bag CIP is far more efficient due to its significantly faster cycle times and reduced labor requirements.
Ultimately, wet bag technology empowers engineers and manufacturers to create highly uniform components with complex geometries that are impractical or impossible to achieve with other pressing methods.
Summary Table:
| Aspect | Details |
|---|---|
| Process | Flexible mold filled with powder is submerged in fluid and pressurized uniformly. |
| Key Steps | Mold preparation, immersion, pressurization, compaction, and removal. |
| Advantages | Versatile for complex shapes, uniform density, low tooling cost, ideal for prototyping. |
| Limitations | Slower cycle times, higher labor, risk of mold failure. |
| Best For | Large or complex parts, low-volume production, and research applications. |
Ready to enhance your lab's capabilities with precise and versatile pressing solutions? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the unique needs of laboratories. Our equipment ensures uniform compaction and high-density results for complex shapes, boosting your efficiency in prototyping and production. Contact us today to discuss how our solutions can benefit your projects and streamline your processes!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction






