At its core, automated Cold Isostatic Pressing (CIP) works by sealing a material powder or pre-formed part inside a flexible, sealed mold. This mold is then placed inside a pressure vessel, which is filled with a liquid medium. An automated system then pumps this liquid to extremely high pressures, compacting the material uniformly from all directions before safely depressurizing the vessel and allowing for the part's removal.
Automation transforms CIP from a laboratory concept into a reliable manufacturing process. The primary goal is not just to mechanize the steps, but to achieve unparalleled consistency in material density by precisely controlling the application of uniform pressure.

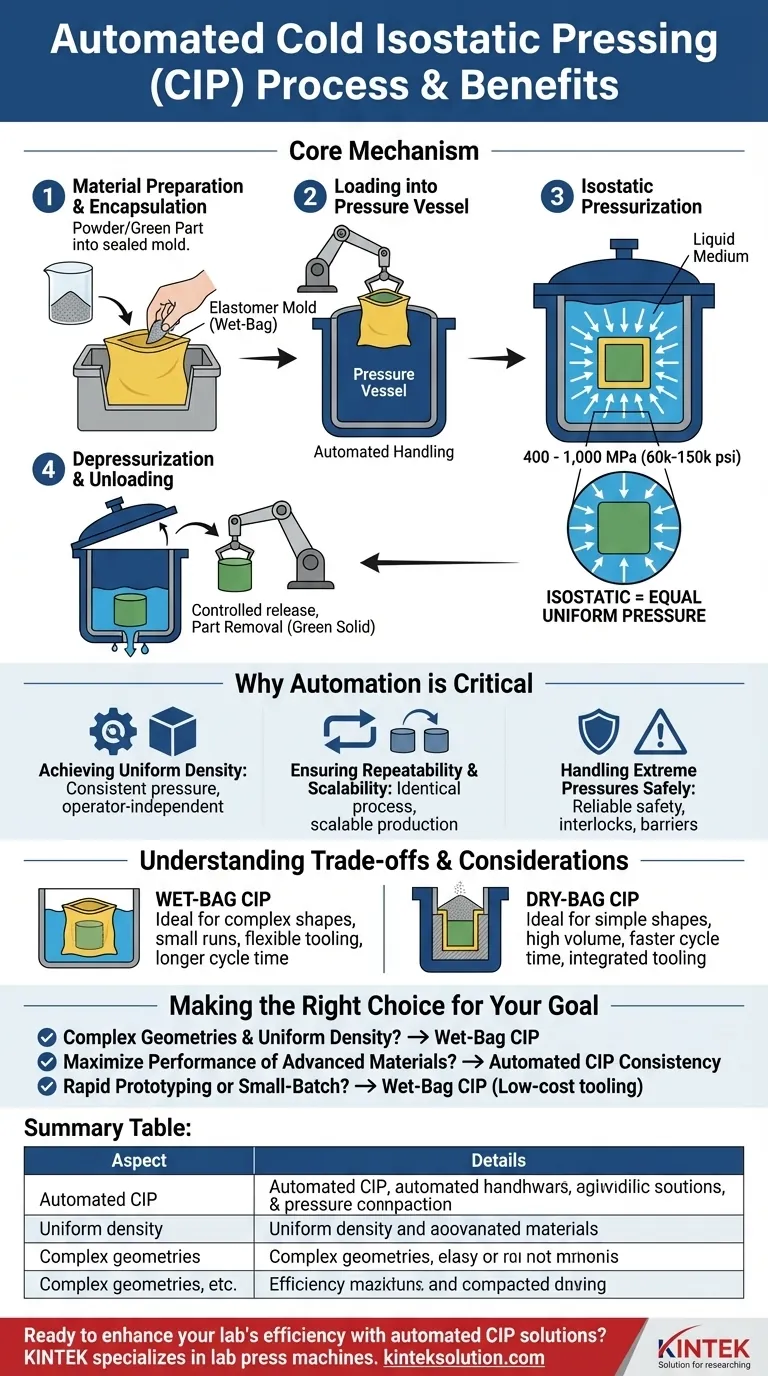
The Core Mechanism of Automated CIP
The automation of Cold Isostatic Pressing follows a precise, machine-controlled sequence designed for safety, repeatability, and material quality. Each step is critical to achieving a uniformly dense final part.
Step 1: Material Preparation and Encapsulation
The process begins with the material, which is typically a loose powder or a pre-compacted, low-density shape known as a "green" part. This material is carefully filled into a flexible, watertight container, often made from an elastomer like rubber or polyurethane. The mold is then hermetically sealed to prevent the pressurizing fluid from contaminating the material.
Step 2: Loading into the Pressure Vessel
The sealed mold is then loaded into a high-strength pressure vessel. In a fully automated system, a robotic arm or conveyor system performs this step, ensuring precise placement and eliminating manual handling of what can be heavy tooling.
Step 3: Isostatic Pressurization
This is the heart of the process. The vessel is sealed, and a liquid medium—usually water or a specialized oil—is pumped into the chamber. The automated control system ramps up the pressure, typically to between 400 and 1,000 MPa (or 60,000 to 150,000 psi).
Because the pressure is transmitted through a fluid, it is applied with equal intensity on all surfaces of the mold. This is the meaning of "isostatic" (iso = equal), ensuring the material compacts uniformly without the density gradients common in uniaxial (single-direction) pressing.
Step 4: Depressurization and Unloading
After holding the peak pressure for a set duration, the control system safely and gradually releases it. The fluid is drained from the vessel, the lid is opened, and the automated handling system removes the mold. The part inside is now a highly compacted, "green" solid with sufficient strength for handling and subsequent processing, such as sintering.
Why Automation is Critical for CIP
Automating the CIP process is not merely about convenience; it is fundamental to leveraging the full potential of the technology in a production environment.
Achieving Uniform Density
The key benefit of CIP is the uniform density it imparts to the component. An automated system guarantees that every single part is subjected to the exact same pressure curve and duration, eliminating operator variability and ensuring consistent material properties batch after batch.
Ensuring Repeatability and Scalability
For manufacturing to be viable, it must be repeatable. Automation ensures that the complex sequence of loading, sealing, pressurizing, and unloading happens identically every time. This precision is what allows the process to be scaled up from a single prototype to thousands of units.
Handling Extreme Pressures Safely
The pressures involved in CIP are immense and present significant safety risks. Automated systems are built with robust safety interlocks, controlled decompression rates, and physical barriers that are far more reliable than manual procedures, making the process safe for industrial operation.
Understanding the Trade-offs and Considerations
While powerful, automated CIP is not a universal solution. Understanding its operational context is key to using it effectively.
The "Wet-Bag" vs. "Dry-Bag" Distinction
The process described above is known as "wet-bag" CIP, where the mold is physically submerged in the fluid. This method is highly flexible and ideal for complex shapes or small production runs.
An alternative is "dry-bag" CIP, where the flexible membrane is integrated directly into the pressure vessel wall. This approach is faster and more suited for high-volume production of simpler, standardized shapes, as the powder is filled directly into the press.
Tooling and Cycle Time
The elastomer molds in wet-bag CIP are consumable items and can wear out over time, representing an ongoing operational cost. Furthermore, the cycle time for CIP—which includes filling, pressurizing, decompressing, and draining the large vessel—is significantly longer than that of conventional mechanical pressing methods.
Making the Right Choice for Your Goal
To decide if automated CIP is the correct process, consider the final objective for your component.
- If your primary focus is producing complex geometries with uniform density: The flexibility of wet-bag CIP tooling makes it an excellent choice for parts that are difficult or impossible to form with rigid dies.
- If your primary focus is maximizing the performance of advanced materials: For technical ceramics, refractory metals, or composites where internal voids are failure points, the consistency of automated CIP is a critical advantage.
- If your primary focus is rapid prototyping or small-batch production: Wet-bag CIP offers a relatively low-cost tooling approach compared to the hardened steel dies required for traditional pressing, making it ideal for development.
Ultimately, automating the CIP process transforms a powerful material consolidation principle into a reliable and precise manufacturing tool.
Summary Table:
| Aspect | Details |
|---|---|
| Process Type | Automated Cold Isostatic Pressing (CIP) |
| Key Steps | Material encapsulation, loading, pressurization (400-1000 MPa), depressurization |
| Benefits | Uniform density, high repeatability, enhanced safety, scalability |
| Applications | Complex geometries, advanced materials, prototyping, small-batch production |
| Methods | Wet-bag CIP (flexible for complex shapes), Dry-bag CIP (fast for high volume) |
Ready to enhance your lab's efficiency with automated CIP solutions? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to deliver precise pressure control and uniform compaction for your laboratory needs. Our equipment ensures superior material density and scalability, helping you achieve consistent results in prototyping and production. Contact us today to discuss how our solutions can benefit your specific applications!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
















