In essence, the core advantage of isostatic compaction over conventional cold pressing is its ability to produce parts with exceptionally uniform density. This is achieved by applying pressure equally from all directions via a fluid, which eliminates the internal stresses, density gradients, and shape limitations inherent in pressing powder from only one or two directions in a rigid die.
While conventional cold pressing excels at high-speed production of simple shapes, isostatic pressing is the superior method for creating complex, high-performance components where uniform material properties are critical for reliability.

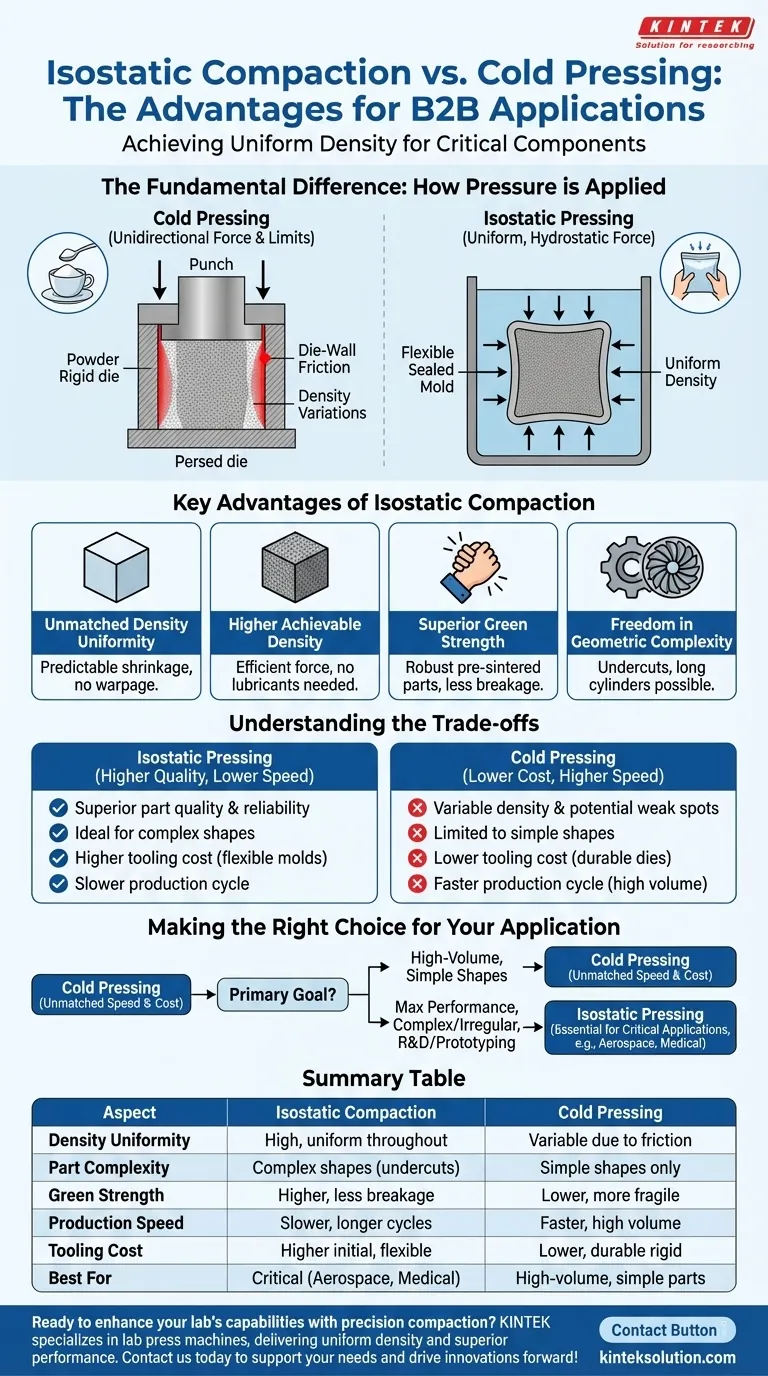
The Fundamental Difference: How Pressure is Applied
The advantages of isostatic pressing all stem from one key principle: the method of pressure application. Understanding this difference is key to choosing the right process.
Cold Pressing: Unidirectional Force and Its Limits
Traditional cold pressing, also known as uniaxial or die pressing, works by compressing powder within a rigid die cavity using one or two punches.
Imagine pushing down on a pile of sugar in a cup with a spoon. The sugar directly under the spoon becomes very dense, but the sugar along the sides of the cup is less compacted due to die-wall friction. This friction creates significant density variations throughout the part, leading to unpredictable shrinkage during sintering and potential weak spots.
Isostatic Pressing: Uniform, Hydrostatic Force
Isostatic pressing places the powder in a flexible, sealed mold which is then submerged in a fluid. This fluid is pressurized, exerting equal force on every surface of the mold.
This is like squeezing a sealed bag of flour in your hands. The pressure is uniform, compacting the powder evenly from all sides. This hydrostatic force completely eliminates die-wall friction, which is the primary source of problems in uniaxial pressing.
Key Advantages in Part Quality and Performance
Eliminating die-wall friction and applying uniform pressure results in several significant, tangible benefits for the final component.
Unmatched Density Uniformity
This is the most critical advantage. Because pressure is applied evenly, the resulting part has a highly uniform density from its surface to its core. This homogeneity leads to predictable, uniform shrinkage during the final sintering or heating phase, drastically reducing warpage and internal stresses.
Higher Achievable Density
Isostatic pressing often achieves higher "green" densities (the density before sintering) for two reasons. First, the absence of friction means more of the compressive force goes directly into compacting the powder. Second, die-wall lubricants, which are required in cold pressing and burn out to leave pores, are eliminated.
Superior "Green Strength"
A uniformly compacted part has much higher green strength, meaning the pre-sintered component is robust and less prone to breaking. This is crucial for handling complex, delicate parts during manufacturing, such as moving them from the press to the furnace.
Freedom in Geometric Complexity
Because the pressure is applied via a flexible mold, isostatic pressing can produce shapes that are impossible for rigid dies. This includes parts with undercuts, concave surfaces, or very long and thin aspect ratios (long cylinders) that would break or compact unevenly in a die press.
Understanding the Trade-offs
Isostatic pressing offers superior quality, but it is not the ideal solution for every scenario. The primary trade-off is between part complexity and production speed.
Process Speed and Throughput
For simple, high-volume parts like washers, bushings, or pharmaceutical tablets, conventional die pressing is significantly faster and more economical. Its cycle times are measured in seconds or fractions of a second, whereas isostatic pressing cycles are typically much longer.
Tooling and Equipment Costs
High-pressure vessels used for isostatic pressing represent a significant capital investment. Furthermore, the flexible molds have a finite life and are generally less durable than the hardened steel dies used in cold pressing, which can impact tooling costs over time.
Dimensional Accuracy Before Sintering
A rigid die provides precise control over the part's outer dimensions in its "green" state. Isostatic pressing, using a flexible mold, can have slightly more dimensional variability before sintering, though its superior density uniformity often leads to better final dimensional control after sintering.
Making the Right Choice for Your Application
Selecting the correct compaction method requires aligning the process capabilities with your primary goal.
- If your primary focus is high-volume manufacturing of simple shapes: Conventional cold pressing offers unmatched speed and cost-effectiveness.
- If your primary focus is maximum performance and reliability: Isostatic pressing is essential for creating defect-free, uniform components for critical applications like aerospace, medical, or defense.
- If your primary focus is producing a complex or irregular geometry: Isostatic pressing is often the only technically viable method.
- If your primary focus is R&D or prototyping: The relatively low cost of flexible tooling for isostatic pressing can make it more economical for small batches and design iterations than machining new, hard dies.
Ultimately, your choice depends on a clear understanding of the final part's required performance and the economic realities of its production.
Summary Table:
| Aspect | Isostatic Compaction | Cold Pressing |
|---|---|---|
| Density Uniformity | High, uniform throughout | Variable due to die-wall friction |
| Part Complexity | Can handle complex shapes (e.g., undercuts, long cylinders) | Limited to simple shapes |
| Green Strength | Higher, reducing breakage | Lower, more prone to damage |
| Production Speed | Slower, longer cycle times | Faster, ideal for high volume |
| Tooling Cost | Higher initial cost, flexible molds | Lower, durable rigid dies |
| Best For | Critical applications (e.g., aerospace, medical) | High-volume, simple parts |
Ready to enhance your lab's capabilities with precision compaction? KINTEK specializes in lab press machines, including isostatic presses, automatic lab presses, and heated lab presses, designed to deliver uniform density and superior performance for complex components. Whether you're in aerospace, medical, or R&D, our solutions ensure reliability and efficiency. Contact us today to discuss how we can support your laboratory needs and drive your innovations forward!
Visual Guide
Related Products
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
People Also Ask
- How does a Cold Isostatic Press (CIP) increase Bi-2223/Ag current density? Boost Superconductivity with Uniform Pressure
- What types of equipment are available for cold isostatic pressing? Explore CIP Solutions for Labs and Production
- Why is Cold Isostatic Pressing (CIP) applied after uniaxial pressing? Optimize Superconductor Precursor Density
- Why is an Isostatic Press (CIP) Necessary After Uniaxial Pressing? Achieve Transparency in Nd:Y2O3 Ceramics
- Why are high pressurization rates important in automated CIP systems? Achieve Superior Material Density







