From a design standpoint, cold isostatic pressing (CIP) unlocks the ability to create complex, high-performance components that are impossible to produce with traditional methods like uniaxial die compaction. CIP provides uniform density and high pre-sintered strength, allowing for intricate shapes, parts with long length-to-diameter ratios, internal threads, and undercuts, all with highly efficient material use.
The design freedom offered by Cold Isostatic Pressing is not a list of separate benefits. It is the direct consequence of a single physical principle: applying uniform, fluid-based pressure from all directions, which eliminates the internal stresses and density variations that limit other powder compaction methods.

The Principle of Isostatic Pressure
To understand the design advantages of CIP, you must first understand its core mechanism. Unlike traditional pressing that pushes from one or two directions, CIP provides a unique environment for powder consolidation.
How It Works
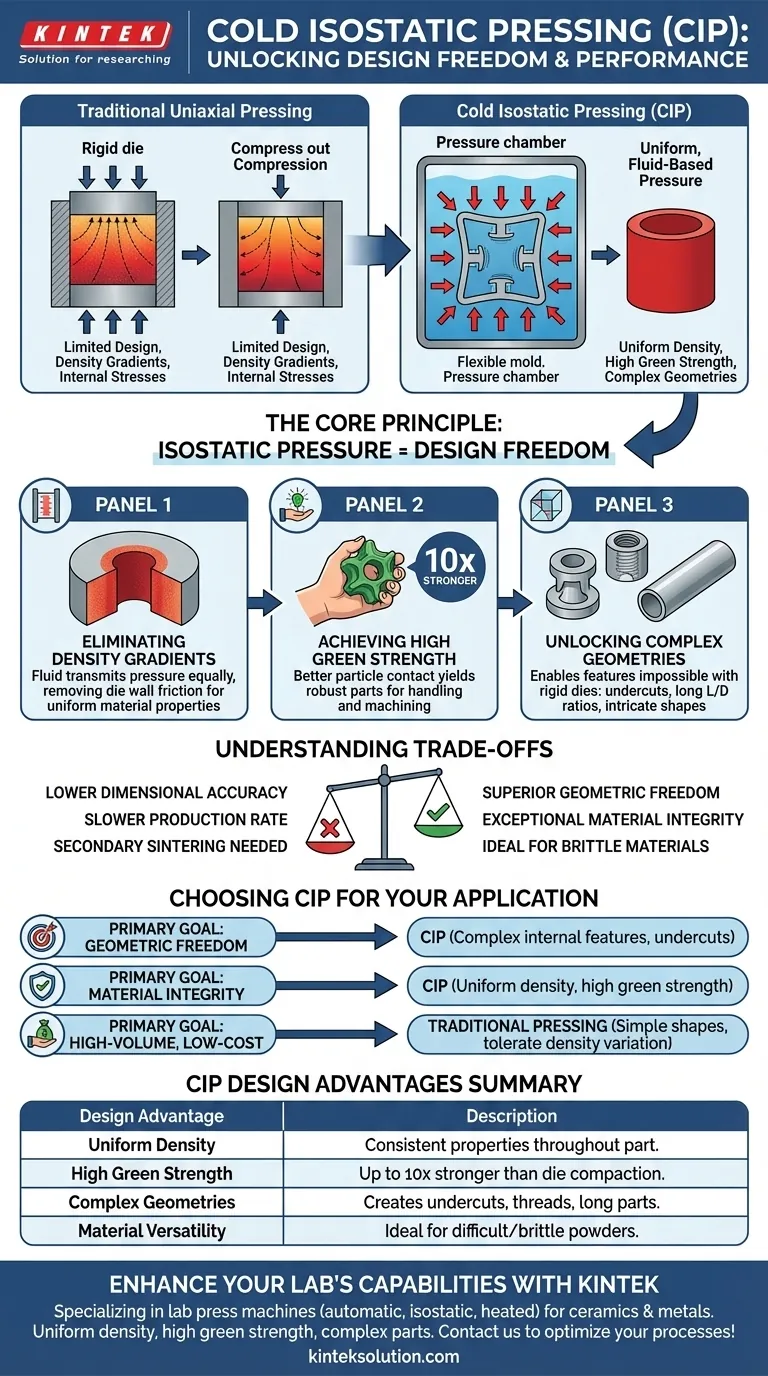
A flexible mold is filled with powder, sealed, and submerged in a pressure chamber filled with a fluid, typically water. A pump then pressurizes this fluid, exerting equal pressure on every single surface of the mold simultaneously. This is the definition of isostatic—uniform pressure from all sides.
Eliminating Density Gradients
In traditional uniaxial pressing, friction between the powder and the rigid die walls prevents uniform compaction. The material near the walls is less dense than the material in the center, creating internal weaknesses.
Because CIP uses a fluid to transmit pressure, there is virtually no die wall friction. This results in a component with exceptionally uniform density throughout its entire geometry, regardless of its complexity or length.
Achieving High "Green Strength"
"Green strength" refers to the strength of a part after compaction but before the final heating step (sintering). Higher and more uniform density leads to better particle-to-particle contact.
CIP compacts can have a green strength up to 10 times greater than their die-compacted counterparts. This makes them robust enough to be handled, machined, or transferred to subsequent processes without breaking.
Unlocking New Design Geometries
The true power of CIP for a designer lies in the geometric freedom it enables. The limitations of rigid dies are removed, opening the door to parts that were previously unmanufacturable as a single piece.
Complex Internal and External Shapes
The flexible mold can be formed around complex tooling. This allows for the direct creation of parts with intricate features like undercuts, internal threads, and varying cross-sections. These are features that a rigid punch and die system physically cannot form.
Long Length-to-Diameter Ratios
Uniaxial pressing struggles with long, thin parts. Density varies dramatically from the ends to the middle. CIP excels here, producing long rods, tubes, or other billets with consistent density and properties along their entire length.
Forming Difficult or Brittle Materials
Fine, brittle, or difficult-to-compact powders often perform poorly in uniaxial pressing, leading to cracks and defects. The gentle, uniform pressure of CIP is ideal for consolidating these materials into a defect-free green body, making it a key process for advanced ceramics and exotic metals.
Understanding the Trade-offs and Limitations
No process is perfect. While CIP offers immense advantages, it's critical to understand its limitations to make an informed decision.
Sacrificing Some Dimensional Accuracy
The flexible mold that allows for complex shapes is also a source of lower precision. Surfaces adjacent to the flexible bag will not have the tight dimensional tolerances or fine surface finish of a part pressed against a polished steel die.
Managing Production Rate and Cost
CIP is generally a slower, batch-oriented process compared to the high-speed, continuous nature of automated die compaction. Furthermore, it often requires more expensive, highly flowable powders (like spray-dried powder) to ensure the mold fills uniformly.
The Need for Secondary Processing
A CIP'd part is a "green" compact. While strong, it does not have its final material properties. It is an intermediate step that almost always requires a subsequent high-temperature process like sintering or Hot Isostatic Pressing (HIP) to achieve full density and final performance characteristics.
Choosing CIP for Your Application
Selecting the right manufacturing process depends entirely on your project's primary goal.
- If your primary focus is geometric freedom: CIP is the superior choice for parts with internal features, undercuts, or complex curves that cannot be formed in a rigid die.
- If your primary focus is material integrity: CIP is ideal for achieving uniform density and high green strength, especially when working with brittle powders or creating large, defect-free billets.
- If your primary focus is high-volume, low-cost production: You should consider traditional uniaxial pressing, as long as the part geometry is relatively simple and you can tolerate some density variation.
By understanding that its advantages all stem from uniform pressure, you can confidently specify CIP for components that other methods simply cannot produce.
Summary Table:
| Design Advantage | Description |
|---|---|
| Uniform Density | Eliminates density gradients for consistent material properties throughout the part. |
| High Green Strength | Provides up to 10x greater strength than die compaction, allowing for handling and machining. |
| Complex Geometries | Enables creation of undercuts, internal threads, and long length-to-diameter ratios. |
| Material Versatility | Ideal for brittle or difficult-to-compact powders like ceramics and exotic metals. |
Ready to enhance your lab's capabilities with advanced pressing solutions? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the needs of laboratories working with ceramics, metals, and other materials. Our equipment delivers uniform density, high green strength, and the ability to create complex parts efficiently. Contact us today to discuss how our solutions can optimize your processes and drive innovation in your projects!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
















