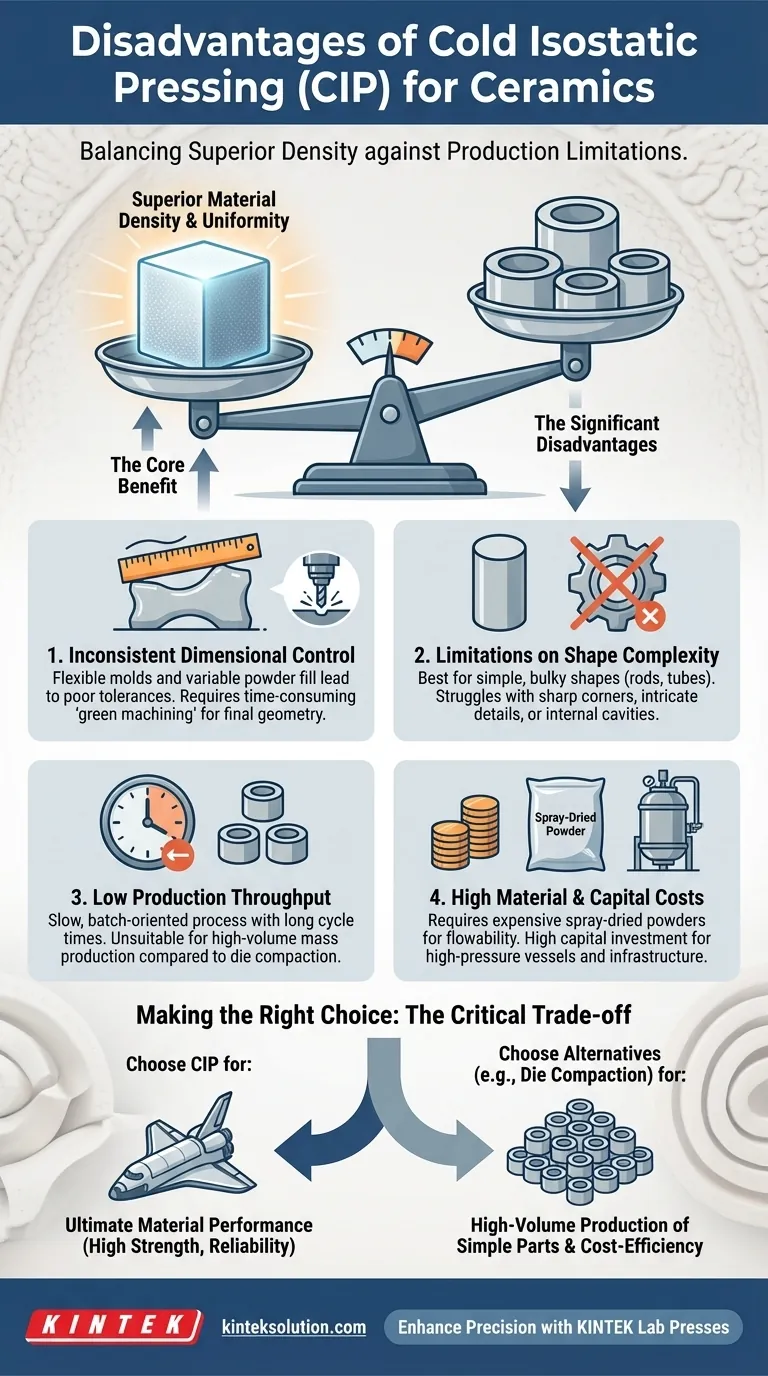
While highly effective for creating dense, uniform parts, Cold Isostatic Pressing (CIP) for ceramics has significant disadvantages. The primary drawbacks are poor dimensional control and an inability to form complex shapes, which often requires expensive and time-consuming secondary machining. Furthermore, CIP has a much lower production rate than alternatives like die compaction and can require more expensive, specially prepared powders to operate efficiently.
The core trade-off of CIP is clear: you are sacrificing manufacturing speed and geometric precision for superior material density and uniformity. Understanding this balance is the key to deciding if it's the right process for your application.
The Core Challenge: Translating Pressure into Precision
Cold Isostatic Pressing applies pressure equally from all directions using a fluid and a flexible mold. While this creates exceptional density, it introduces variability that makes achieving tight tolerances directly from the press nearly impossible.
Inconsistent Dimensional Control
The flexible elastomer bag or mold used in CIP deforms under pressure. While the pressure is uniform, the final dimensions of the "green" part can vary due to inconsistencies in powder fill density and the elastic properties of the mold itself. This makes holding tight tolerances without a secondary step very difficult.
Limitations on Shape Complexity
CIP is best suited for producing simple, bulky shapes like rods, tubes, or blocks. The process struggles to form sharp external corners, intricate internal cavities, or fine surface details. The flexible mold simply cannot be forced into these complex geometries with high fidelity.
The Necessity of Post-Processing
Because of poor dimensional control and shape limitations, most components made via CIP are considered "near-net shape" preforms. They must undergo "green machining"—machining the part before final sintering—to achieve the required final geometry and surface finish. This adds significant time and cost to the manufacturing workflow.
Understanding the Economic and Production Trade-offs
Beyond the technical limitations, CIP presents several economic and operational hurdles that make it unsuitable for many high-volume or cost-sensitive applications.
Low Production Throughput
CIP is fundamentally a slower, batch-oriented process. Cycle times are significantly longer compared to high-speed, continuous methods like uniaxial die compaction or extrusion. This makes CIP a poor choice for mass production of smaller components.
The Hidden Cost of Raw Materials
To achieve reliable automation, dry bag CIP systems require ceramic powders with excellent flowability. This is typically achieved using spray-dried powders, which are spherical and uniform but are considerably more expensive than standard milled powders used in other processes.
High Capital Investment
While the flexible tooling for "wet bag" CIP can be inexpensive, the high-pressure vessel itself represents a major capital investment. The infrastructure required to safely handle pressures of up to 60,000 psi or more is substantial.
The Critical Trade-off: Why Choose CIP Despite the Drawbacks?
Given these disadvantages, the decision to use CIP hinges on one factor: the need for the absolute best material properties. The process is chosen when performance cannot be compromised.
Unmatched Density and Uniformity
By applying pressure isostatically (equally from all directions), CIP eliminates the density gradients that are a common source of failure in parts made by uniaxial (single-direction) pressing. This results in a green part that is uniformly dense throughout its entire volume.
Superior Mechanical Properties
This uniform density translates directly to superior and more reliable mechanical properties after sintering. CIP parts exhibit higher strength, greater hardness, and improved fracture toughness, making them ideal for high-stress, demanding applications in aerospace, defense, and medical industries.
Making the Right Choice for Your Application
Selecting the correct forming process requires balancing the geometric, performance, and commercial needs of your component.
- If your primary focus is high-volume production of simple parts: Die compaction or extrusion are far more cost-effective and faster than CIP.
- If your primary focus is ultimate material performance for large or complex parts: CIP is the superior choice, but you must budget for the required post-machining to achieve final dimensions.
- If your primary focus is low-cost prototyping or small production runs: "Wet bag" CIP offers low tooling costs, making it a viable option if you can tolerate slow cycle times and secondary machining.
Ultimately, understanding these trade-offs empowers you to select the forming process that aligns perfectly with your project's technical and commercial goals.
Summary Table:
| Disadvantage | Description |
|---|---|
| Poor Dimensional Control | Inconsistent dimensions due to flexible molds and powder fill variability, requiring secondary machining. |
| Limited Shape Complexity | Best for simple shapes like rods and tubes; struggles with intricate details and sharp corners. |
| Low Production Throughput | Slower batch process compared to alternatives like die compaction, unsuitable for high-volume production. |
| High Material and Capital Costs | Requires expensive spray-dried powders and significant investment in high-pressure equipment. |
Struggling with ceramic manufacturing challenges? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to enhance precision and efficiency in your laboratory. Our solutions help you achieve superior material density and uniformity while addressing common drawbacks like dimensional variability. Contact us today to discuss how our equipment can optimize your process and deliver reliable results for your high-performance applications. Get in touch now!
Visual Guide
Related Products
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Electric Lab Cold Isostatic Press CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are the technical advantages of cold isostatic pressing equipment compared to uniaxial compression equipment? Learn More!
- Why is a laboratory cold isostatic press (CIP) required for battery research? Achieve Isotropic Uniformity
- What role does a specialized rubber bag play in CIP for ceramics? Key to Uniform Density and Precision
- Why is Cold Isostatic Pressing (CIP) necessary for SBN ceramics? Achieve High-Density and Crack-Free Sintering
- What is the advantage of using a cold isostatic press (CIP)? Enhancing BCZY5 Ceramic Conductivity Testing Accuracy











