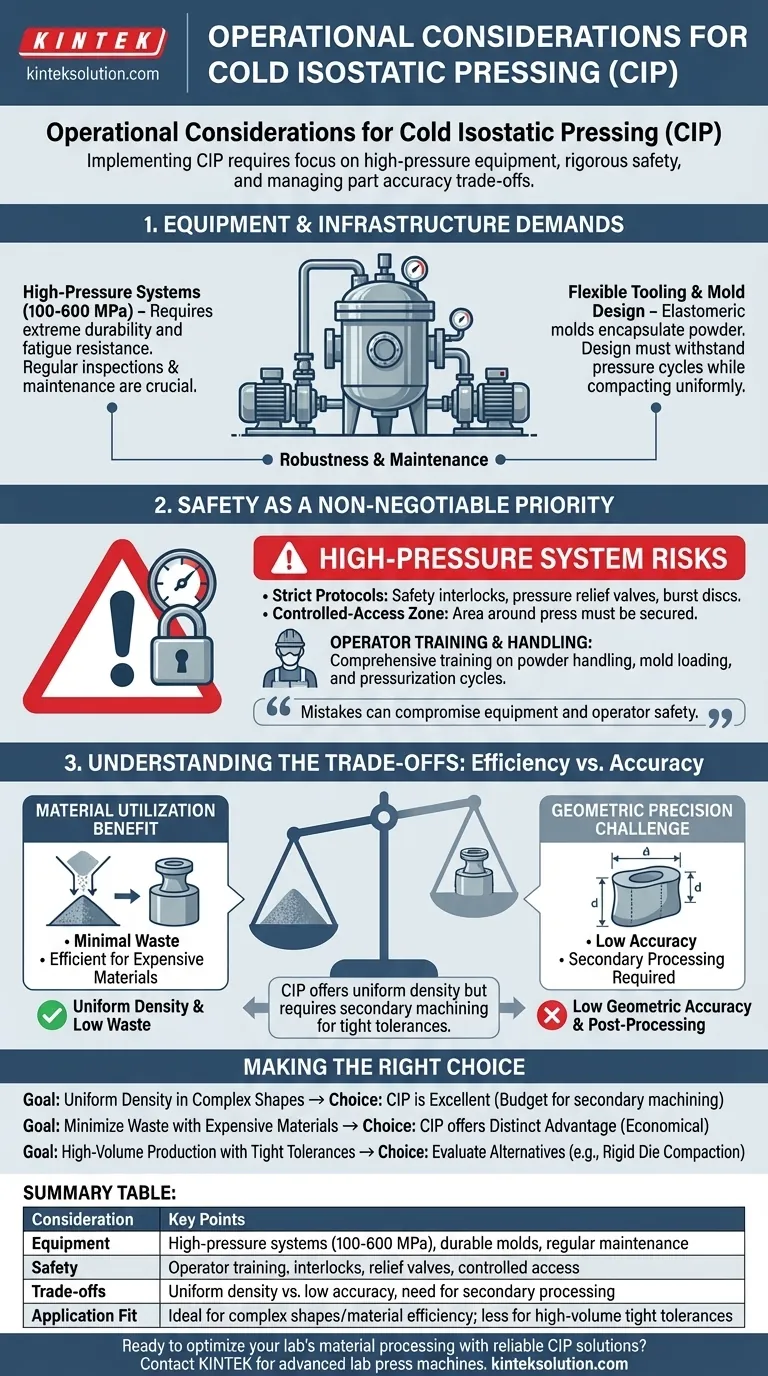
When implementing Cold Isostatic Pressing (CIP), the primary operational considerations involve the significant capital investment in robust, high-pressure equipment, the implementation of rigorous safety protocols for handling this equipment, and the management of final part accuracy. Because CIP uses flexible molds to achieve uniform compaction, it often results in lower geometric precision compared to processes that use rigid dies.
While CIP is highly effective for achieving uniform density and minimizing material waste, its successful operation depends on a disciplined approach to three key areas: managing high-pressure systems, ensuring operator safety, and accounting for the inherent trade-off between tooling flexibility and dimensional accuracy.

Equipment and Infrastructure Demands
The core of any CIP operation is the high-pressure system. This equipment is specialized and requires careful management.
Handling Extreme Pressures
CIP systems operate at pressures ranging from 100 to 600 MPa (15,000 to 87,000 psi). This requires pressure vessels, pumps, and plumbing that are engineered for extreme durability and fatigue resistance.
Operational planning must include regular, certified inspections and a proactive maintenance schedule for seals, valves, and the vessel itself to prevent catastrophic failure.
Tooling and Mold Design
CIP relies on flexible, elastomeric molds or bags that encapsulate the powder. These molds are submerged in a fluid that transmits the pressure evenly from all directions.
The design and material of these molds are critical. They must be durable enough to withstand repeated pressure cycles but flexible enough to compact the powder uniformly without defects.
Safety as a Non-Negotiable Priority
The high pressures involved in CIP make safety the single most important operational consideration. A failure in the system can be extremely dangerous.
High-Pressure System Risks
The immense stored energy in a pressurized CIP vessel poses a significant risk. Operations must be governed by strict safety protocols, including the use of safety interlocks that prevent the system from operating if not properly sealed.
Pressure relief valves and burst discs are mandatory safety features. Furthermore, the area around the press should be a controlled-access zone during operation.
Operator Training and Handling
Personnel must be thoroughly trained on the entire operational cycle. This includes the safe handling of the powder, proper loading and sealing of the molds, and correct procedures for pressurization and depressurization.
"Careful handling" is essential, as mistakes in procedure can compromise both the equipment and the safety of the operator.
Understanding the Trade-offs: Efficiency vs. Accuracy
CIP presents a clear set of advantages and disadvantages that you must weigh for your specific application. The process is not a universal solution.
The Benefit of Material Utilization
A key operational advantage of CIP is its efficient use of material. High-pressure compaction ensures that the raw powder is consolidated into a dense "green" part with minimal loss.
This makes CIP particularly valuable when working with expensive or advanced materials, as waste is kept to an absolute minimum compared to subtractive manufacturing.
The Challenge of Geometric Precision
The primary trade-off for uniform density is low geometric accuracy. Because the flexible molds can deform slightly and unpredictably under pressure, the resulting parts lack the tight dimensional tolerances of die compaction.
Parts produced via CIP will have good relative density but will not be perfectly uniform in shape or size.
The Need for Secondary Processing
As a direct consequence of low precision, most parts made with CIP require a secondary processing step to meet final specifications.
This usually involves "green machining" the part before the final sintering stage, or finish machining after sintering. This post-processing step must be factored into the total production time and cost.
Making the Right Choice for Your Application
To determine if CIP is the appropriate process, you must align its operational characteristics with your primary manufacturing goal.
- If your primary focus is achieving uniform density in complex shapes: CIP is an excellent choice, but you must budget for the necessary secondary machining to achieve final tolerances.
- If your primary focus is minimizing waste with expensive materials: CIP offers a distinct advantage by maximizing material yield, making it highly economical for high-cost powders.
- If your primary focus is high-volume production with tight, as-pressed tolerances: You should evaluate alternative methods like rigid die compaction, as the post-processing required for CIP may create a bottleneck.
By understanding these operational pillars, you can effectively leverage CIP's unique strengths while proactively mitigating its inherent challenges.
Summary Table:
| Consideration | Key Points |
|---|---|
| Equipment & Infrastructure | High-pressure systems (100-600 MPa), durable molds, regular maintenance |
| Safety Protocols | Operator training, safety interlocks, pressure relief valves, controlled access |
| Trade-offs | Uniform density vs. low geometric accuracy, need for secondary processing |
| Application Fit | Ideal for complex shapes and material efficiency; less for high-volume tight tolerances |
Ready to optimize your lab's material processing with reliable CIP solutions? KINTEK specializes in advanced lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to deliver uniform compaction and minimize waste for your laboratory needs. Contact us today to discuss how our equipment can enhance your operational efficiency and safety!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
















