Wet bag isostatic pressing is a manufacturing process used to compact powder materials into solid, high-density forms by submerging a sealed flexible mold directly into a pressurized fluid. Unlike uniaxial pressing, which applies force from one direction, this technique utilizes fluid mechanics to apply equal pressure from every angle, resulting in components with exceptional structural uniformity.
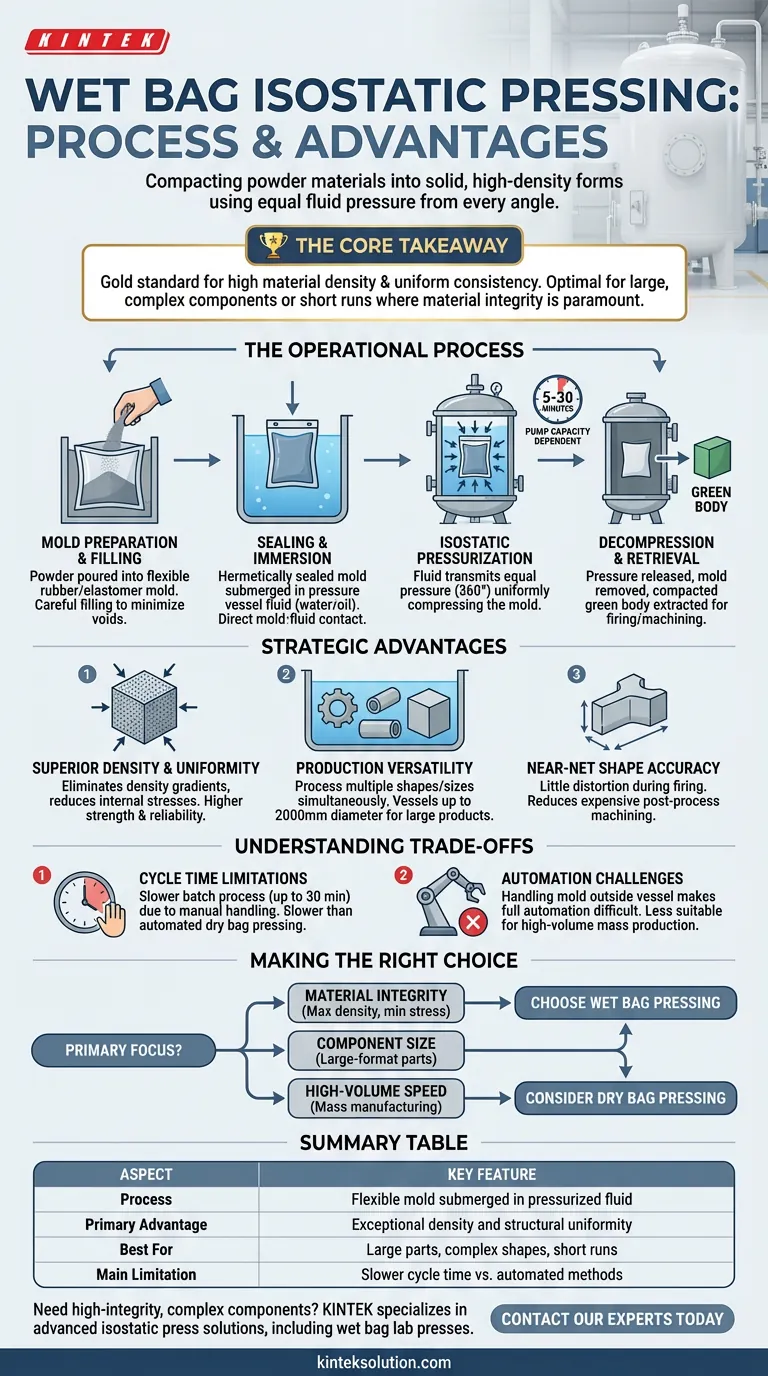
The Core Takeaway While slower than automated mass-production methods, wet bag isostatic pressing is the gold standard for achieving high material density and uniform consistency. It is the optimal choice when producing large, complex components or short production runs where material integrity is paramount.

The Operational Process
Step 1: Mold Preparation and Filling
The process begins with a flexible mold, typically made of rubber or elastomer, which defines the geometry of the final part. Powdered material is poured into this bag. To ensure a defect-free result, the powder must be filled carefully to minimize initial voids.
Step 2: Sealing and Immersion
Once filled, the mold is hermetically sealed to prevent any fluid intrusion. This sealed "bag" is then placed inside a pressure vessel and completely submerged in a liquid medium, such as water or oil. This direct contact between the mold and the fluid is the defining characteristic of the "wet bag" method.
Step 3: Isostatic Pressurization
The vessel is pressurized, transmitting force through the fluid. Because fluids transfer pressure equally in all directions, the flexible mold is compressed uniformly around the powder. This typically takes between 5 to 30 minutes, depending on the size of the component and the pump capacity.
Step 4: Decompression and Retrieval
After the dwell time is complete, the pressure is released. The mold is removed from the fluid, and the compacted part—now a solid mass known as a "green body"—is extracted. The part is then ready for firing or final machining.
Strategic Advantages of the Method
Superior Density and Uniformity
The primary engineering benefit is the elimination of density gradients. Because pressure is applied from 360 degrees, the material compacts evenly, reducing internal stresses and air pockets. This leads to higher strength and reliability in the final product compared to parts pressed in rigid dies.
Production Versatility
The wet bag process is highly adaptable. Since the pressure vessel is essentially a large tank, you can process multiple shapes and sizes simultaneously in a single batch. It is the only practical method for pressing extremely large products, with vessel diameters capable of accommodating parts up to 2000mm.
Near-Net Shape Accuracy
Due to the uniform compaction, the "green body" exhibits very little distortion when fired. This results in high dimensional accuracy, significantly reducing the need for expensive and time-consuming post-process machining.
Understanding the Trade-offs
Cycle Time Limitations
The greatest constraint of wet bag pressing is speed. The manual nature of loading, sealing, submerging, and unloading the bags makes it a relatively slow batch process. Cycles can take up to 30 minutes, whereas alternative methods like dry bag pressing are designed for rapid, automated cycles.
Automation Challenges
Unlike dry bag pressing, where the membrane is fixed into the vessel for rapid refilling, wet bag pressing involves handling the mold outside the vessel. This makes full automation difficult. It is generally less suitable for high-volume mass production of simple parts where speed is the primary metric.
Making the Right Choice for Your Goal
The decision to use wet bag isostatic pressing depends on balancing your need for material quality against your required production throughput.
- If your primary focus is Material Integrity: Choose wet bag pressing for critical components requiring maximum density and minimal internal stress.
- If your primary focus is Component Size: Use this method for large-format parts that physically cannot fit into standard automated presses.
- If your primary focus is High-Volume Speed: Consider dry bag pressing instead, as the wet bag cycle times are likely too slow for mass manufacturing.
Wet bag pressing remains the superior solution for high-value, complex applications where the cost of a slower cycle is outweighed by the necessity for flawless material performance.
Summary Table:
| Aspect | Key Feature |
|---|---|
| Process | Flexible mold submerged in pressurized fluid |
| Primary Advantage | Exceptional density and structural uniformity |
| Best For | Large parts, complex shapes, short runs |
| Main Limitation | Slower cycle time vs. automated methods |
Need to produce high-integrity, complex components? KINTEK specializes in advanced isostatic press solutions, including wet bag lab presses, to help you achieve superior material density and uniformity for your most demanding applications. Contact our experts today to discuss how our technology can enhance your laboratory's capabilities.
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
People Also Ask
- What are the advantages of using a Warm Isostatic Press (WIP) for batteries? Achieve Superior Interface Contact
- What is the significance of temperature control in Warm Isostatic Pressing? Unlock Uniform Densification and Process Stability
- Why must composite cathodes be sealed in vacuum lamination bags for WIP? Ensure Battery Stability and Density
- How do sacrificial volume materials (SVM) maintain microchannels in isostatic pressing? Ensure Structural Integrity
- How does Warm Isostatic Pressing differ from traditional pressing methods? Unlock Uniform Density for Complex Parts








