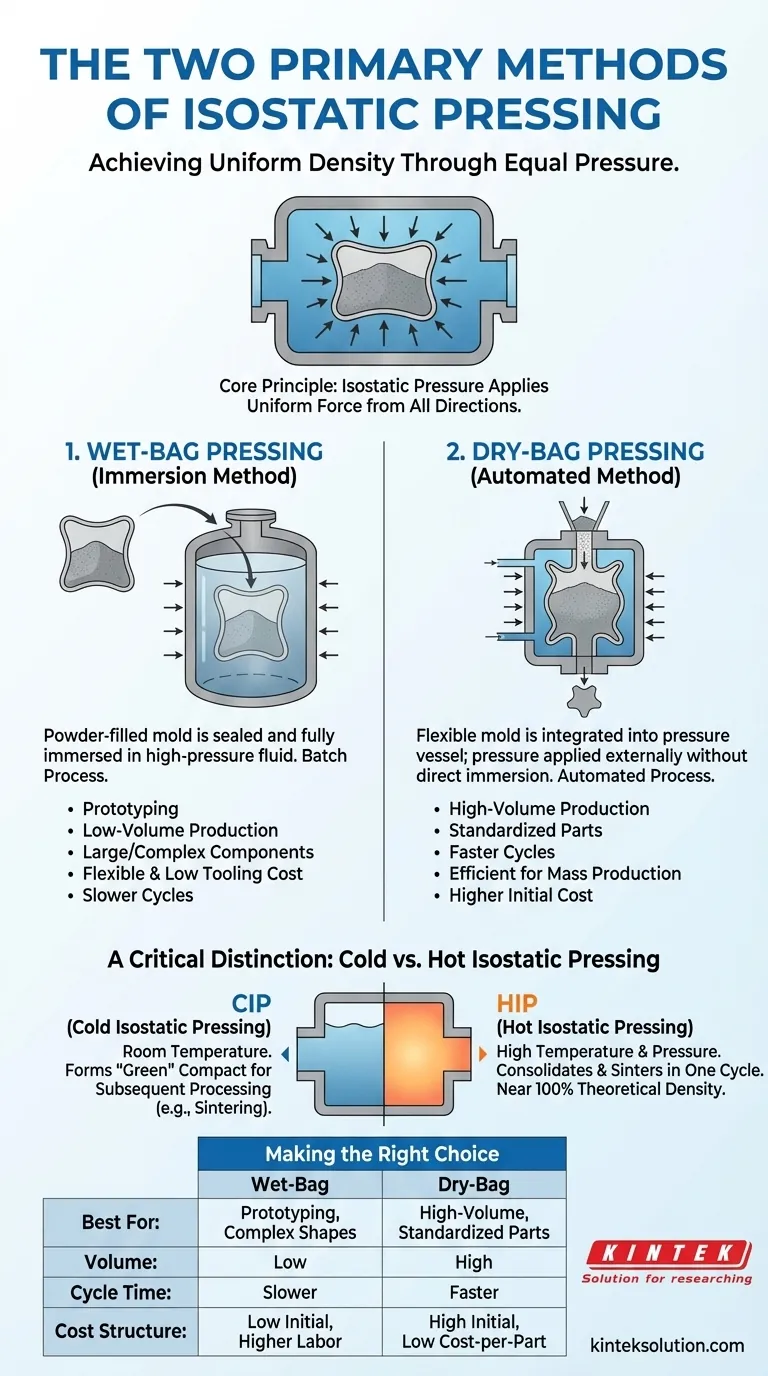
The two primary methods of isostatic pressing are Wet-Bag and Dry-Bag pressing. In Wet-Bag pressing, a powder-filled flexible mold is sealed and fully immersed in a high-pressure fluid. In contrast, Dry-Bag pressing integrates the flexible mold into the pressure vessel itself, allowing for faster, automated cycles where the pressure fluid is applied externally to the mold without direct immersion of the part.
While the tooling and workflow distinguish Wet-Bag from Dry-Bag pressing, both methods are driven by the same fundamental goal: applying perfectly uniform pressure from all directions to consolidate a powder into a solid, highly uniform component.

Understanding the Core Principle: The Goal of Uniform Density
Isostatic pressing is a powder metallurgy process designed to overcome the limitations of traditional uniaxial (single-direction) pressing.
How Isostatic Pressure Works
The process begins by placing a powder into a flexible, sealed mold or container. This assembly is then subjected to extreme pressure that is transmitted through a fluid medium, such as water, oil, or an inert gas like argon.
Because the fluid transmits pressure equally in all directions, the compressive force on the powder is perfectly uniform across the part's entire surface, regardless of its shape.
Key Benefits: Uniformity and Complexity
This uniform pressure application is the core advantage of isostatic pressing. It minimizes the internal density variations and stresses that plague uniaxially pressed parts, resulting in a "green" (unsintered) component with superior strength and consistency.
The method is exceptionally well-suited for producing parts with complex geometries, undercuts, or high length-to-diameter ratios that are difficult or impossible to form with other compaction techniques.
The Two Methods: Wet-Bag vs. Dry-Bag Pressing
The primary distinction between isostatic pressing methods comes down to how the part is introduced to the pressure vessel.
Wet-Bag Isostatic Pressing: The Immersion Method
In the Wet-Bag process, the powder-filled mold is a standalone component. It is hermetically sealed and then physically submerged into a pressure vessel filled with a liquid medium.
This method is analogous to a batch process. Multiple parts, each in its own sealed bag, can often be pressed simultaneously in a large vessel.
Characteristics of Wet-Bag
Wet-Bag pressing offers maximum flexibility. It is ideal for prototyping, low-volume production, and manufacturing very large or highly complex components because the tooling (the flexible bag) is relatively inexpensive and easy to change.
Dry-Bag Isostatic Pressing: The Automated Method
In the Dry-Bag process, the flexible mold is an integral part of the pressure vessel tooling. The powder is loaded into the mold, the vessel is closed, and pressure fluid is pumped into the gap between the vessel wall and the exterior of the mold.
The part never comes into direct contact with the pressure fluid, hence the term "dry bag." This design is highly conducive to automation.
Characteristics of Dry-Bag
Dry-Bag pressing is designed for speed and efficiency. Its shorter cycle times make it the preferred method for high-volume production of smaller, more standardized parts, such as spark plug insulators or carbide tool preforms.
A Critical Distinction: Cold vs. Hot Isostatic Pressing
The tooling methods above (Wet-Bag and Dry-Bag) are most often associated with Cold Isostatic Pressing, but temperature is another critical variable.
Cold Isostatic Pressing (CIP)
CIP is performed at or near room temperature. Both Wet-Bag and Dry-Bag methods are primarily forms of CIP. The goal is to compact the powder into a green part with enough strength for handling and subsequent processing, such as machining or sintering.
Hot Isostatic Pressing (HIP)
HIP combines intense pressure with very high temperatures inside the vessel. It uses an inert gas (like argon) as the pressure medium to simultaneously compact and sinter the powder.
This process can achieve nearly 100% theoretical density, eliminating all internal porosity and creating a finished part with superior mechanical properties in a single step.
Understanding the Trade-offs
Choosing the right method requires balancing production needs with component requirements.
Production Volume vs. Part Complexity
Wet-Bag CIP is the champion of complexity and size, but its manual, batch-oriented nature makes it slow. Dry-Bag CIP excels at high-speed, high-volume production but is limited to simpler, repeatable shapes.
Initial Cost vs. Cost-Per-Part
Dry-Bag systems require a significant upfront investment in specialized, automated tooling. However, for high production runs, the cost-per-part becomes very low. Wet-Bag systems have low initial tooling costs but higher labor costs and longer cycle times.
Green Strength vs. Final Density
CIP (both wet and dry) produces a strong green compact that almost always requires a separate, high-temperature sintering step to achieve its final density and strength. HIP, while more expensive and complex, consolidates and sinters the material in one cycle to produce a fully dense final part.
Making the Right Choice for Your Goal
Your application's specific requirements for volume, complexity, and final material properties will determine the correct path.
- If your primary focus is prototyping, low-volume runs, or large/complex shapes: Wet-Bag CIP provides the most versatility with low tooling costs.
- If your primary focus is high-volume, automated production of standardized parts: Dry-Bag CIP delivers the speed and low cost-per-part needed for mass manufacturing.
- If your primary focus is achieving maximum possible density and superior material properties: Hot Isostatic Pressing (HIP) is the definitive choice for eliminating all internal porosity in critical components.
Ultimately, selecting the right isostatic pressing technique empowers you to engineer materials with a level of uniformity and performance that other methods cannot match.
Summary Table:
| Method | Process Description | Best For | Key Characteristics |
|---|---|---|---|
| Wet-Bag | Powder-filled mold is sealed and fully immersed in high-pressure fluid | Prototyping, low-volume production, large/complex components | Flexible, low tooling cost, batch process, slower cycles |
| Dry-Bag | Flexible mold is integrated into pressure vessel; pressure applied externally without immersion | High-volume production, standardized parts (e.g., spark plug insulators) | Automated, faster cycles, higher initial cost, efficient for mass production |
Need expert guidance on selecting the right isostatic press for your laboratory? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet your specific needs for uniform density and high-performance components. Whether you're prototyping with Wet-Bag or scaling production with Dry-Bag, our solutions deliver precision and efficiency. Contact us today to discuss how we can enhance your lab's capabilities and achieve superior results!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
People Also Ask
- What are the advantages of using a Warm Isostatic Press (WIP) for batteries? Achieve Superior Interface Contact
- Why must composite cathodes be sealed in vacuum lamination bags for WIP? Ensure Battery Stability and Density
- What is the mechanism of a Warm Isostatic Press (WIP) on cheese? Master Cold Pasteurization for Superior Safety
- How does Warm Isostatic Pressing differ from traditional pressing methods? Unlock Uniform Density for Complex Parts
- What is the function of hydraulic pressure in warm isostatic pressing? Achieve Uniform Material Density



















