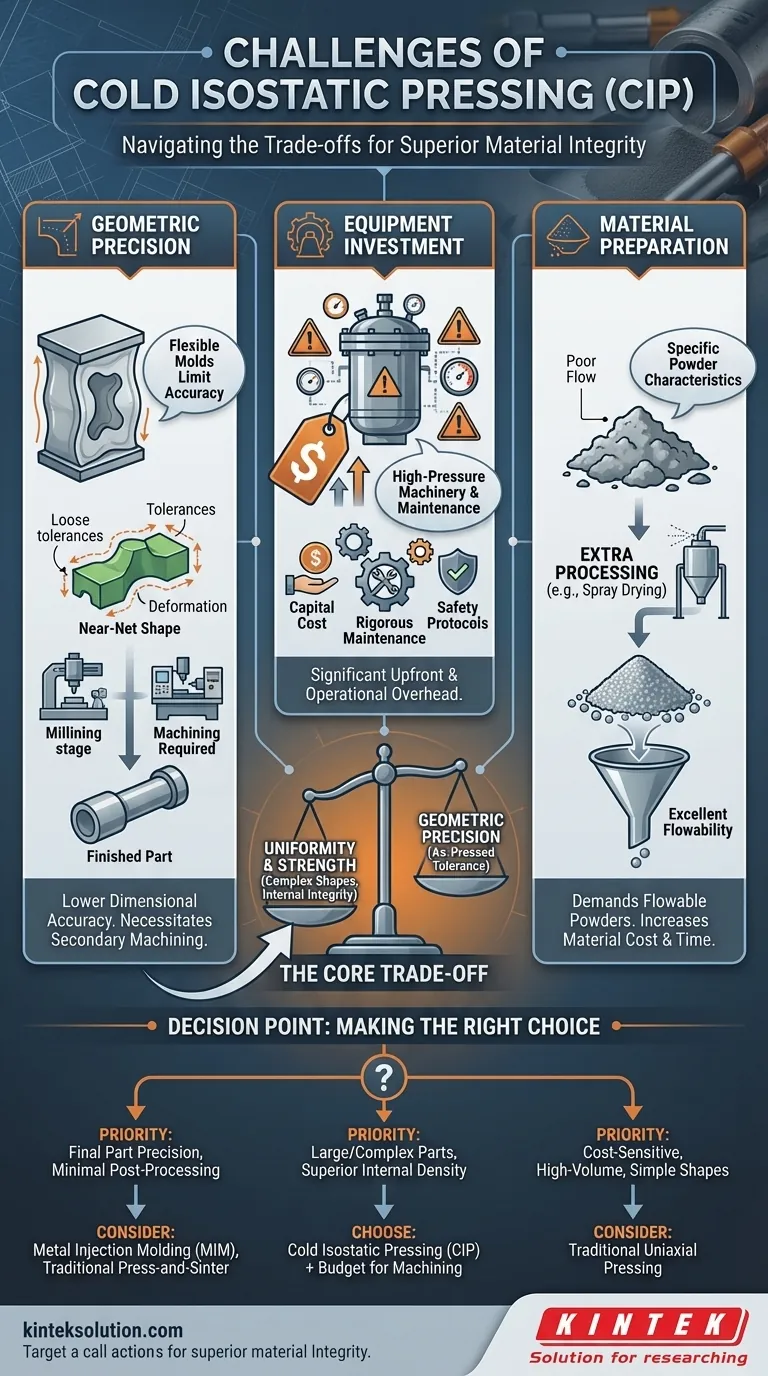
While Cold Isostatic Pressing (CIP) is renowned for creating parts with exceptional uniform density, it presents distinct challenges related to geometric precision, equipment investment, and material preparation. The process requires specialized, high-pressure machinery and flexible molds that can compromise dimensional accuracy, alongside the need for powders with specific flow characteristics that often demand extra processing steps.
CIP is a fundamental trade-off: you gain unparalleled uniformity and strength in complex shapes at the cost of lower geometric precision and significant upfront investment in equipment and material processing.

The Core Challenge: Precision vs. Uniformity
The central benefit of CIP—applying equal pressure from all directions—is also the source of its primary drawback. The tooling required to achieve this uniformity inherently limits the part's final dimensional accuracy.
The Flexible Mold Dilemma
CIP relies on a flexible, elastic mold (often made of rubber or urethane) to contain the powder. This mold is what allows the pressurizing fluid to exert force evenly on the material's surface.
However, because the mold is not rigid, its shape can deform slightly and unpredictably under immense pressure. This results in a "green" part that has lower geometric accuracy and looser tolerances compared to parts made in rigid steel dies.
The Necessity of Post-Processing
Due to the flexible mold, parts made via CIP are almost always near-net shapes, not finished components.
They possess excellent internal density but require secondary machining operations, such as milling or turning, to achieve their final, precise dimensions. This adds steps, time, and cost to the overall manufacturing workflow.
Operational and Material Hurdles
Beyond dimensional accuracy, CIP introduces operational complexities related to the materials used and the machinery required. These factors must be calculated into the total cost and feasibility of the process.
The Demand for High-Flow Powders
For CIP to be effective, the powder must fill the flexible mold completely and uniformly. Any voids or variations in packing density will create defects in the final part, negating the benefits of the process.
This necessitates the use of powders with excellent flowability. Many raw material powders do not naturally have this characteristic, requiring additional, costly preparation steps like spray drying or granulation to create uniform, spherical particles that flow freely.
The High-Pressure Equipment Burden
CIP operates at extremely high pressures. The equipment, essentially a high-pressure vessel, must be engineered for extreme durability and operator safety.
This specialized machinery represents a significant capital investment. Furthermore, it demands rigorous maintenance schedules and strict safety protocols, adding to the long-term operational overhead.
Understanding the Trade-offs
The challenges of CIP do not exist in a vacuum. They are accepted in exchange for benefits that other consolidation methods cannot provide. Understanding this balance is key to making an informed decision.
When to Accept Lower Precision
The trade-off is worthwhile when internal material integrity is more critical than as-pressed dimensional tolerance.
CIP excels at producing large billets or parts with complex internal geometries that are free from the density gradients and internal stresses common in uniaxial pressing. The high green strength of these parts makes them robust enough to easily withstand subsequent handling and machining.
The Cost-Benefit Equation
While CIP involves high equipment and material preparation costs, it can be more cost-effective for producing very large parts or intricate one-off components.
Creating rigid tooling for large or complex shapes can be prohibitively expensive. CIP's use of cheaper, reusable flexible molds makes it an economical choice in these specific scenarios, even with the added cost of machining.
Making the Right Choice for Your Application
To determine if CIP is the correct process, you must align its specific strengths and weaknesses with your project's most critical goals.
- If your primary focus is final part precision with minimal post-processing: You should investigate alternatives like metal injection molding (MIM) or traditional press-and-sinter, as CIP will almost certainly require secondary machining.
- If your primary focus is creating large or complex parts with superior internal density: CIP is an excellent choice, provided you have budgeted for the necessary machining to achieve final dimensions and tolerances.
- If your primary focus is cost-sensitive, high-volume production of simple shapes: The high capital cost and material preparation needs of CIP may make traditional uniaxial pressing a more economical solution.
Ultimately, choosing CIP means prioritizing uniform material integrity and internal quality over initial geometric accuracy.
Summary Table:
| Challenge | Description | Impact |
|---|---|---|
| Geometric Precision | Flexible molds cause lower dimensional accuracy | Requires post-processing like machining |
| Equipment Investment | High-pressure machinery is costly and requires maintenance | Significant upfront capital and operational overhead |
| Material Preparation | Powders need excellent flowability, often requiring extra steps | Increases time and cost for material processing |
Struggling with material integrity or complex part production? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet your laboratory needs. Our solutions help you achieve uniform density and superior strength in parts, even with intricate shapes. Contact us today to discuss how our equipment can optimize your process and reduce costs!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
















