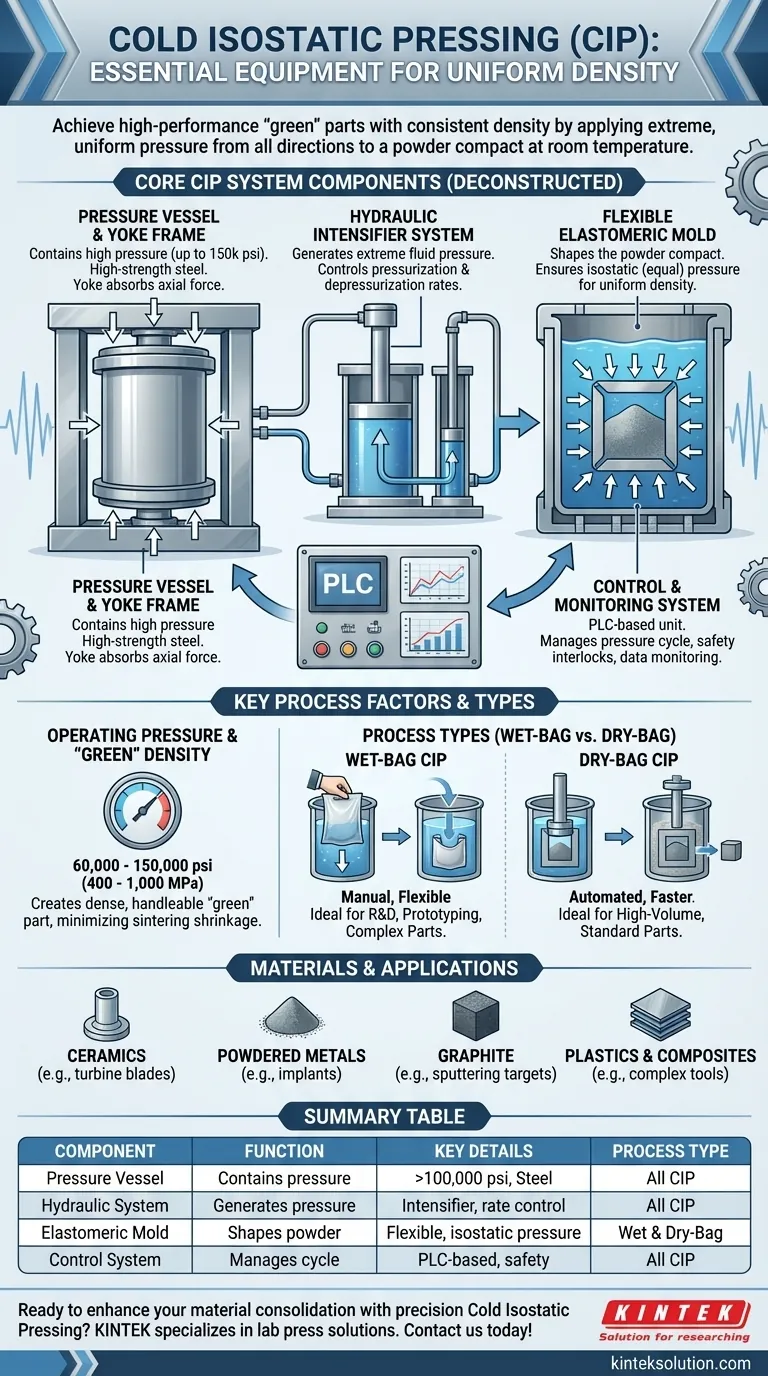
At its core, the essential equipment for Cold Isostatic Pressing (CIP) includes a high-pressure vessel to contain the part, a hydraulic system to generate force, and a flexible mold to shape the material. These components work together to apply extreme, uniform pressure from all directions to a powder compact at room temperature, consolidating it into a solid "green" part with highly consistent density.
The equipment is more than just a press; it is a precision system designed to solve a fundamental manufacturing challenge: achieving uniform density in complex shapes. Understanding how each component contributes to the controlled application of isostatic pressure is key to leveraging this technology effectively.

Deconstructing the Core CIP System
A CIP system is an integrated set of components, each with a specific role in ensuring safe and effective material consolidation. The primary goal is to translate hydraulic force into uniform, isostatic pressure on the workpiece.
The Pressure Vessel and Yoke Frame
The pressure vessel is the heart of the system. It is a thick-walled cylinder, engineered from high-strength steel alloys, designed to safely contain the immense pressures required for the process, which can exceed 100,000 psi (700 MPa).
This vessel is supported by a heavy yoke frame, which absorbs the immense axial forces generated during pressurization, preventing the vessel's end closures from being forced apart.
The Hydraulic Intensifier System
This is the engine of the CIP system. A hydraulic intensifier uses a large-piston, low-pressure system to drive a small-piston, high-pressure system. This multiplies the force to generate the extreme fluid pressures needed inside the vessel.
The system uses a fluid medium, typically specialized oil or water, to transmit the pressure. A critical function of this system is its ability to control the rates of pressurization and depressurization, which is vital for preventing defects in the final part.
The Elastomeric Mold (The Tooling)
The powder to be compacted is first sealed inside a flexible, watertight mold, often made of polyurethane, rubber, or silicone. This elastomeric mold is the tooling that defines the shape of the final component.
When submerged in the pressure fluid, the mold's flexibility ensures that pressure is transmitted equally and simultaneously to every surface of the powder compact. This is the "isostatic" principle in action and is what ensures uniform density.
The Control and Monitoring System
Modern CIP systems rely on a sophisticated PLC-based control system. This unit manages the entire pressure cycle, including the rate of pressure increase, hold time at peak pressure, and the crucial depressurization phase.
It also integrates safety interlocks, pressure transducers, and temperature sensors to ensure the process runs within safe operational limits and provides data for quality control and process repeatability.
Understanding the Key Process Factors
Beyond the hardware, the process parameters you set determine the outcome. These are directly tied to the equipment's capabilities.
Operating Pressure and "Green" Density
CIP typically operates between 60,000 psi (400 MPa) and 150,000 psi (1,000 MPa). The pressure required depends on the material being processed.
The goal is to create a "green" part—a component that is compacted and dense enough to be handled but has not yet been sintered (fired) to its final strength. The high uniformity of this green density is CIP's primary advantage, minimizing shrinkage and warping during subsequent sintering.
Wet-Bag vs. Dry-Bag Processing
This is the most critical distinction in CIP equipment and process configuration.
In wet-bag CIP, the elastomeric mold containing the powder is manually submerged directly into the pressure fluid inside the vessel. This method is highly versatile and ideal for R&D, prototyping, and producing small quantities of large or complex parts.
In dry-bag CIP, the flexible mold is a permanent fixture built into the pressure vessel itself. Powder is loaded into the mold, the press is cycled automatically, and the part is ejected. This method is much faster and is designed for automated, high-volume production of simpler shapes.
Material and Application Scope
CIP is remarkably versatile. It is used to consolidate a wide range of materials, including advanced ceramics, powdered metals (like refractory metals tungsten and molybdenum), graphite, plastics, and composites.
This versatility has led to its adoption in demanding industries. In aerospace, it's used for turbine blades. In medical, for high-purity implants. In manufacturing, it's essential for creating sputtering targets and complex cutting tools.
Making the Right Choice for Your Goal
Selecting the right CIP approach depends entirely on your production needs, material, and part complexity.
- If your primary focus is R&D, prototyping, or low-volume production of complex parts: A wet-bag CIP system offers the necessary flexibility and is the most cost-effective solution.
- If your primary focus is high-volume, automated production of standardized parts: A dry-bag CIP system is the clear choice for its speed, repeatability, and lower operator involvement.
- If your primary focus is densifying high-performance ceramics or refractory metals: Ensure the system can achieve the necessary peak pressures, often in the 100,000 to 150,000 psi range.
By understanding the function of each component, you can effectively evaluate the technology and select a process that delivers superior material properties for your specific application.
Summary Table:
| Component | Function | Key Details |
|---|---|---|
| Pressure Vessel | Contains the part under high pressure | Made of high-strength steel, withstands >100,000 psi |
| Hydraulic System | Generates and controls pressure | Uses intensifier for high-pressure fluid, manages pressurization rates |
| Elastomeric Mold | Shapes the powder compact | Flexible, ensures isostatic pressure for uniform density |
| Control System | Manages the pressure cycle | PLC-based, includes safety interlocks and monitoring |
| Process Type | Wet-Bag vs. Dry-Bag | Wet-bag for R&D/complex parts, dry-bag for high-volume automation |
Ready to enhance your material consolidation with precision Cold Isostatic Pressing? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored for laboratory needs. Our equipment ensures uniform density and high-quality results for ceramics, metals, and composites. Contact us today to discuss how our solutions can optimize your processes and boost efficiency!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
















