
The Invisible Flaw
Imagine a perfectly formed component—a medical implant, a ceramic turbine blade—emerging from a press. It looks flawless. But when it enters the kiln for its final sintering, a microscopic crack appears, then splinters into a catastrophic failure.
The cause wasn't a flaw in the material or an error in the heat treatment. The failure was sealed in from the very first step: compaction.
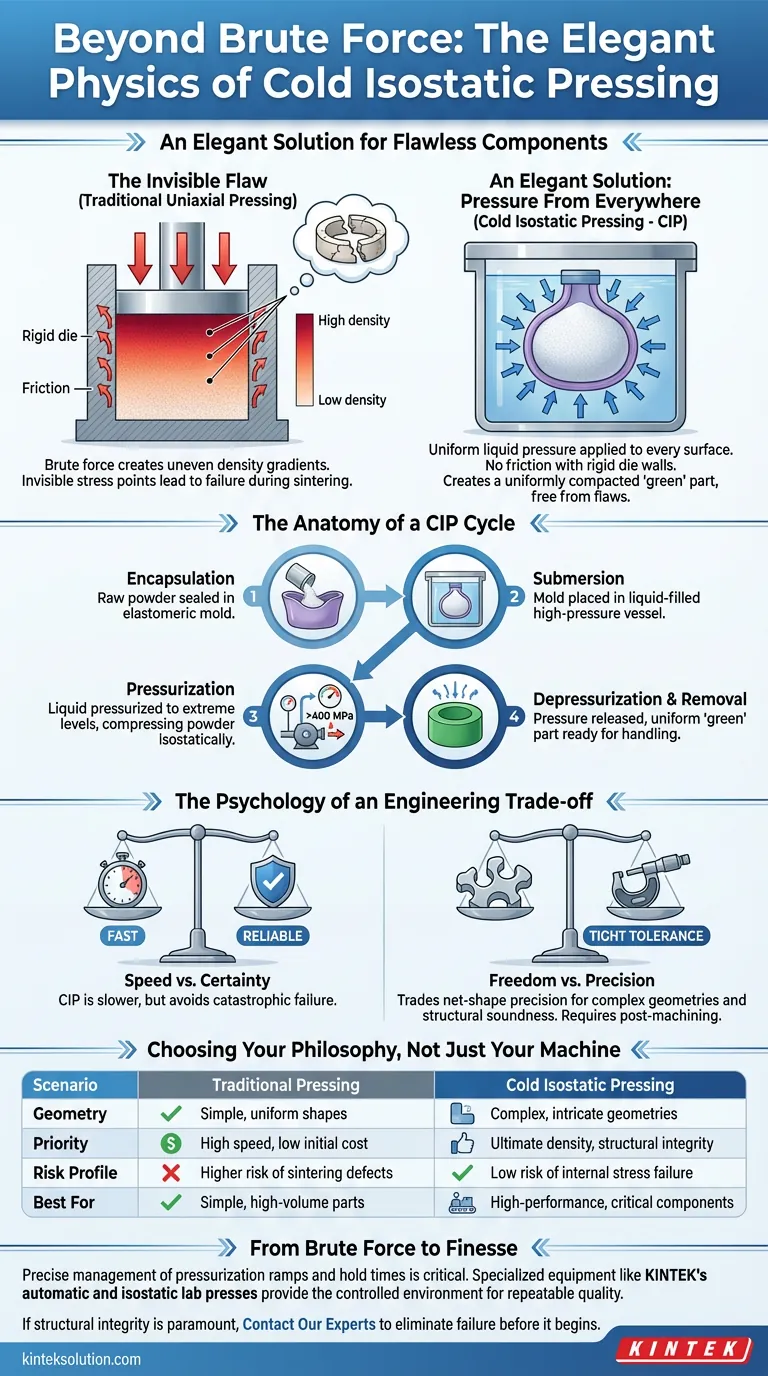
The core challenge in powder metallurgy and technical ceramics isn't just applying force. It's about how that force is delivered. Traditional uniaxial pressing, which compresses powder from one or two directions in a rigid die, is a deceptive act of brute force. It creates hidden density gradients, zones of high and low compaction, like geological strata. These are invisible stress points waiting to tear the part apart.
Pressure Is Not Just Pressure
The problem is friction. As a piston compresses powder, particles rub against the die walls, preventing pressure from distributing evenly. The powder closest to the piston becomes dense, while the powder further away remains less compressed.
This is the invisible flaw. It’s a structural lie that isn't revealed until the immense stress of sintering.
Cold Isostatic Pressing (CIP) operates on a more elegant principle, one borrowed from the deep ocean. It understands that true pressure is uniform, relentless, and delivered from every direction at once.
An Elegant Solution: Pressure From Everywhere
CIP works by subverting the problem of friction entirely.
Instead of a rigid die, the powder is sealed in a flexible, form-fitting mold. This package is then submerged in a chamber filled with a liquid medium. When the chamber is pressurized, the liquid transmits that pressure perfectly and equally onto every single surface of the mold.
The liquid doesn't care about shape, corners, or complexity. It simply pushes.
The result is a uniformly compacted "green" part. It is free from the internal density gradients that plague other methods. It holds a promise of integrity—a promise that it will survive the furnace.
The Anatomy of a CIP Cycle
The process is a deliberate dance of physics and engineering:
- Encapsulation: The raw powder is carefully sealed within an elastomeric mold (like polyurethane or rubber).
- Submersion: The sealed mold is placed into a high-pressure vessel filled with a liquid, typically water.
- Pressurization: An external pump increases the liquid's pressure to extreme levels, often exceeding 400 MPa, compressing the powder isostatically.
- Depressurization: The pressure is released, and the now-solid "green" part is removed, ready for handling or machining.
This green part possesses remarkable strength, but more importantly, it possesses uniformity.
The Psychology of an Engineering Trade-off
CIP is not a universal fix. It represents a conscious choice—a decision to prioritize ultimate integrity over initial speed or simplicity. This is a common psychological crossroads for engineers.
Speed vs. Certainty
CIP cycles are inherently slower than high-speed mechanical presses. Sealing the mold, pressurizing the vessel, and depressurizing takes time.
However, what is the true cost of speed? A single failed, high-value component can negate the time savings of a hundred successful ones. CIP is a bet on certainty. It minimizes the risk of catastrophic failure at the final, most expensive stage of production.
Freedom vs. Precision
The flexible molds that give CIP its power to create complex shapes—parts with undercuts, internal channels, and intricate geometries—do not offer the tight dimensional tolerances of a hardened steel die.
The surface finish is less perfect. This isn't a flaw; it's an understood trade-off. Parts made via CIP often have machining planned as a required post-processing step before sintering. You trade initial net-shape precision for geometric freedom and internal soundness.
Choosing Your Philosophy, Not Just Your Machine
The decision to use CIP is driven by the demands of the final part. It's the only logical choice when structural failure is not an option.
| Scenario | Traditional Pressing | Cold Isostatic Pressing |
|---|---|---|
| Geometry | Simple, uniform shapes | Complex, intricate geometries |
| Priority | High speed, low initial cost | Ultimate density, structural integrity |
| Risk Profile | Higher risk of sintering defects | Low risk of internal stress failure |
| Best For | Simple, high-volume parts | High-performance, critical components |
From Brute Force to Finesse
Implementing this philosophy requires more than just a pressure vessel; it demands control. The ability to precisely manage pressurization ramps and hold times is what transforms a theoretical process into a repeatable, industrial reality.
This level of process control is where the machinery itself becomes critical. For laboratories and R&D teams pioneering new materials or complex components, a simple press is not enough. The goal is repeatability, which is why specialized equipment like KINTEK's automatic and isostatic lab presses are essential. They provide the controlled, reliable environment needed to perfect the materials and components of the future.
Ultimately, Cold Isostatic Pressing is more than a manufacturing technique. It's a philosophy of building quality from the inside out, conquering the invisible flaws that doom lesser parts to the scrap heap. To turn that philosophy into reality, you need the right tools.
If you are developing components where structural integrity is paramount, Contact Our Experts to explore how the right pressing technology can eliminate failure before it begins.
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
Related Articles
- The Geometry of Contact: Why the 400 MPa Barrier Defines the Future of Solid-State Batteries
- Shaping vs. Perfecting: The Strategic Divide Between Cold and Hot Isostatic Pressing
- The Silent Geometry of Density: Why Isotropic Pressure is the Soul of Advanced Ceramics
- The Geometry of Silence: Why Flexibility is the Ultimate Precision in Ti-6Al-4V Pressing
- How Isostatic Pressing Delivers Superior Performance in Critical Industries
















