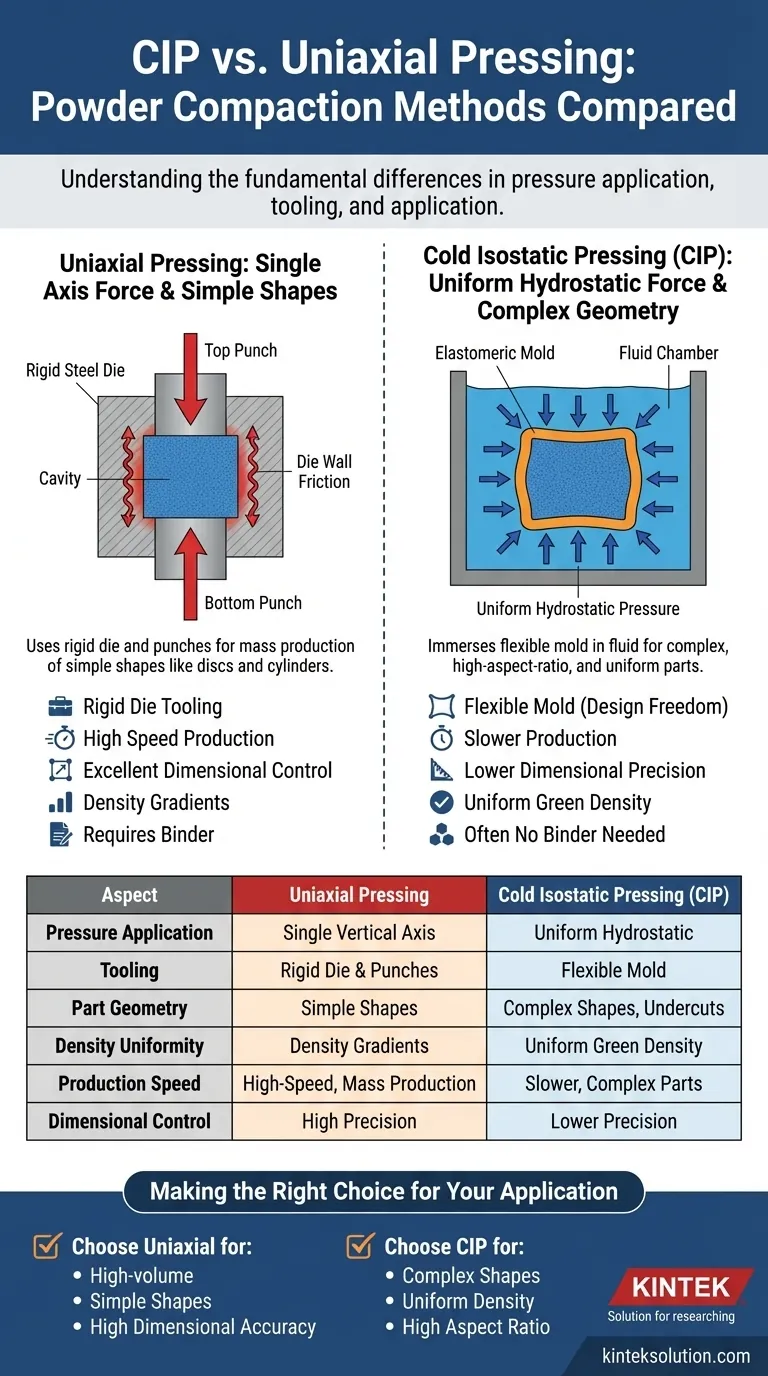
At its core, the difference between Cold Isostatic Pressing (CIP) and uniaxial pressing lies in how pressure is applied to consolidate a powder. Uniaxial pressing uses a rigid die and applies force along a single vertical axis, much like a piston. In stark contrast, CIP immerses a powder-filled flexible mold in a fluid, applying uniform, hydrostatic pressure from all directions simultaneously. This single distinction dictates everything from the complexity of parts that can be made to the final density and integrity of the component.
The choice between CIP and uniaxial pressing is not about which is "better," but which is correct for your goal. Uniaxial pressing is built for high-speed production of simple shapes with tight dimensional tolerances, while CIP is engineered for creating complex, uniformly dense parts that are impossible to form otherwise.

The Fundamental Difference: Pressure Application
The method of applying pressure is the defining characteristic that separates these two powder compaction techniques. It directly influences the final properties of the compacted part, known as a "green" part before final sintering.
Uniaxial Pressing: Force on a Single Axis
Uniaxial pressing involves compressing powder contained within a rigid die cavity. Pressure is applied mechanically or hydraulically by top and bottom punches moving along one axis.
This process is highly automated and extremely fast, making it ideal for mass production. However, a significant drawback is die wall friction. As the powder moves, it drags against the stationary die walls, which impedes uniform compaction and creates density gradients throughout the part.
Cold Isostatic Pressing (CIP): Uniform Hydrostatic Force
In CIP, the powder is first sealed in a flexible, elastomeric mold (like a thick rubber bag). This entire assembly is then submerged in a high-pressure chamber filled with a fluid, typically water or oil.
When the chamber is pressurized, the fluid exerts equal force on every surface of the flexible mold. This hydrostatic pressure compacts the powder uniformly from all directions, virtually eliminating the internal stresses and density variations caused by die wall friction.
Tooling and Geometric Capability
The tooling required for each process directly determines the complexity and precision of the parts you can produce.
Uniaxial's Rigid Die: Simplicity and Speed
Uniaxial pressing relies on hard tooling—a precisely machined die cavity and punches. This setup is perfect for simple geometries like discs, cylinders, and rectangular blocks.
Because the final shape is dictated by a rigid, unchanging mold, this method offers excellent dimensional control and repeatability. It is the standard for producing parts where precise dimensions are critical and the geometry is not complex.
CIP's Flexible Mold: Design Freedom
CIP uses a flexible mold, which gives it unparalleled design freedom. It can produce parts with complex external features, internal cavities, and even undercuts.
Furthermore, CIP is not limited by the part's aspect ratio (height-to-width). It can easily form long, slender parts that would be impossible to eject from a rigid uniaxial die due to excessive die wall friction and the risk of cracking.
Understanding the Trade-offs
Choosing the right process requires an objective look at the advantages and limitations of each method. Your decision will be a balance between geometric complexity, required density, production speed, and cost.
The Precision vs. Complexity Dilemma
This is the central trade-off. Uniaxial pressing delivers high dimensional precision for simple shapes. The rigid die ensures that every part is nearly identical.
CIP delivers the ability to create highly complex shapes. However, achieving tight dimensional tolerance is more challenging because it depends on a perfectly uniform flexible mold and predictable powder compaction, which can be difficult to control with high precision.
Density Gradients and Green Strength
In uniaxial pressing, density is highest near the punches and lowest in the middle and near the die walls. This non-uniform density can lead to warping or cracking during the final sintering stage.
CIP produces a part with exceptionally uniform green density. This consistency leads to more predictable and uniform shrinkage during sintering, reducing defects and improving the final mechanical properties. The resulting green parts also have high strength, making them easy to handle or machine before final sintering.
Binders and Secondary Operations
Uniaxial pressing often requires adding a wax binder to the powder to aid in compaction and ejection. This binder must be carefully burned out before sintering, adding time and complexity to the process.
CIP can often consolidate powders without any binder. This simplifies the overall process and eliminates a potential source of defects, contributing to lower production costs and more reliable final parts.
Making the Right Choice for Your Application
Your decision depends entirely on the geometry of your component, its performance requirements, and your production volume goals.
- If your primary focus is high-volume production of simple shapes (e.g., ceramic insulators, pharmaceutical tablets, simple bushings): Uniaxial pressing is the superior choice for its speed, low cost per part, and high dimensional accuracy.
- If your primary focus is creating complex shapes with uniform density (e.g., near-net shape turbine blades, complex medical implants, custom refractory components): Cold Isostatic Pressing provides the necessary design freedom and material integrity.
- If your primary focus is producing large parts or components with a high aspect ratio (long and thin): CIP is the only viable method, as it overcomes the fundamental limitations of die wall friction inherent in uniaxial pressing.
By understanding these core mechanical differences, you can confidently select the compaction process that ensures both the quality of your component and the efficiency of your operation.
Summary Table:
| Aspect | Uniaxial Pressing | Cold Isostatic Pressing (CIP) |
|---|---|---|
| Pressure Application | Single vertical axis | Uniform hydrostatic pressure from all directions |
| Tooling | Rigid die and punches | Flexible elastomeric mold |
| Part Geometry | Simple shapes (e.g., discs, cylinders) | Complex shapes, high aspect ratios, undercuts |
| Density Uniformity | Density gradients due to die wall friction | Uniform green density |
| Production Speed | High-speed, ideal for mass production | Slower, suited for complex or low-volume parts |
| Dimensional Control | High precision and repeatability | Lower precision, more challenging for tight tolerances |
Need expert guidance for your lab's pressing needs? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored to enhance your material compaction processes. Whether you're producing simple or complex parts, our solutions ensure uniform density, reduced defects, and improved efficiency. Contact us today to discuss how we can support your laboratory requirements and help you achieve superior results!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
















