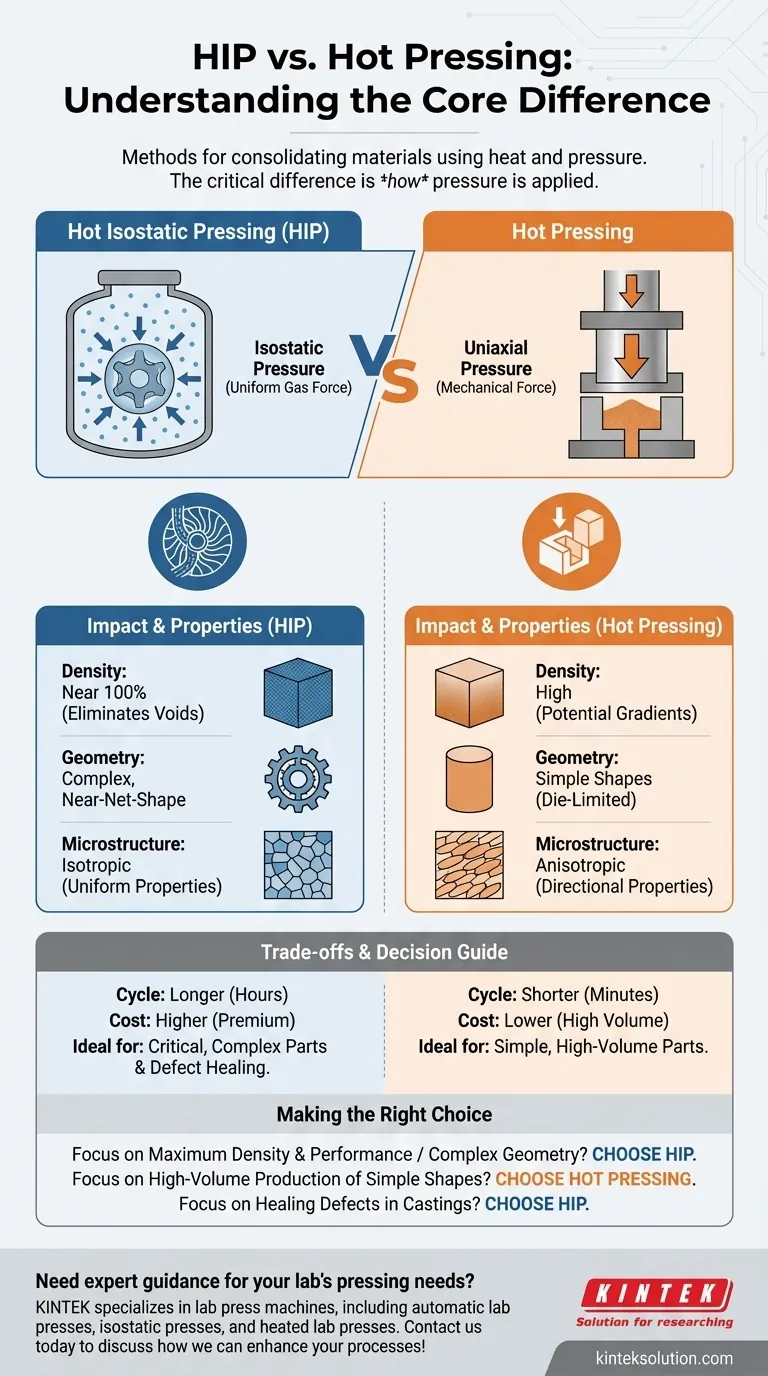
At their core, Hot Isostatic Pressing (HIP) and Hot Pressing are both methods for consolidating powders or materials using heat and pressure. The critical difference lies in how that pressure is applied. HIP uses uniform, gas-based pressure from all directions (isostatic), while Hot Pressing uses mechanical force from a single direction (uniaxial).
The choice between these two processes is a classic engineering trade-off. HIP excels at creating fully dense, complex components with uniform properties, while Hot Pressing offers a faster and more cost-effective solution for simpler geometric shapes.
The Fundamental Difference: Pressure Application
The method of applying pressure directly dictates the capabilities, limitations, and ideal use cases for each technology.
Hot Pressing: Uniaxial Force
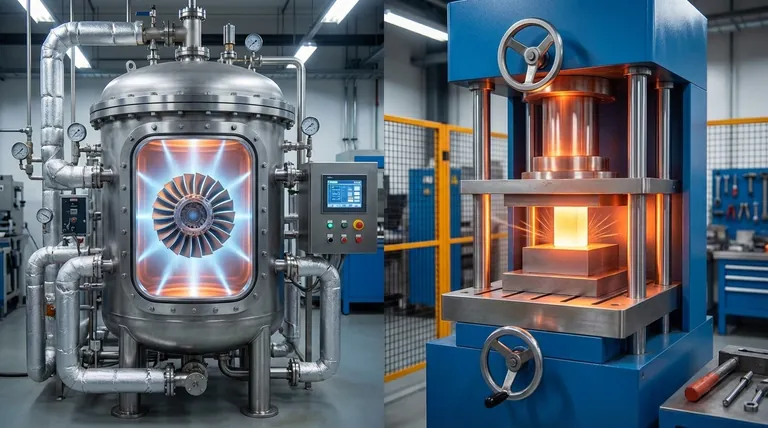
Hot Pressing functions much like a heated forging or stamping operation. Material, typically in powder form, is placed inside a die cavity.
A mechanical ram or punch then applies immense uniaxial pressure (force along a single axis) while the entire assembly is heated. The material is compressed and consolidated only in the direction of the applied force.
Hot Isostatic Pressing (HIP): Isostatic Pressure
HIP takes a completely different approach. The component or encapsulated powder is placed inside a high-pressure containment vessel.
The vessel is then filled with an inert gas, most commonly Argon, which is heated and pressurized. This creates isostatic pressure—a uniform force exerted equally on every surface of the component, much like the pressure you would experience deep in the ocean.
The Impact on Material Properties and Geometry
This distinction between uniaxial and isostatic pressure has profound consequences for the final part's quality, shape, and performance.
Density and Porosity
Because pressure is applied from all directions, HIP is exceptionally effective at closing internal voids and porosity within a material. This allows it to achieve densities that are virtually 100% of the material's theoretical maximum.
Hot Pressing can effectively reduce porosity in the direction of pressing, but may be less effective at closing pores oriented perpendicular to the force. This can result in slight density gradients within the part.
Shape Complexity
HIP's uniform pressure conforms to the part's existing geometry, making it ideal for processing highly complex, near-net-shape components. It can consolidate intricate internal channels and delicate features without distorting them.
Hot Pressing is fundamentally limited to simple shapes that can be ejected from a die, such as cylinders, blocks, and discs.
Microstructure and Properties
The uniform pressure of HIP promotes an isotropic microstructure, meaning the material properties (like strength and ductility) are the same in all directions.
The directional force of Hot Pressing can sometimes lead to an anisotropic microstructure, where the material's grain structure becomes elongated or aligned. This can result in properties that are stronger in one direction than another.
Understanding the Trade-offs
Neither process is universally superior; they are optimized for different goals. Understanding their trade-offs is key to making an informed decision.
Cycle Time and Cost
Hot Pressing cycles are generally much shorter, often measured in minutes. The equipment is also mechanically simpler and less expensive to operate, making it more suitable for high-volume production.
HIP cycles are significantly longer, typically lasting several hours. The high-pressure vessels represent a major capital investment, positioning HIP as a more premium process for high-value components.
Part Encapsulation
To consolidate powders using HIP, the powder must first be sealed within a metal container or "can." This can adds an extra manufacturing step and cost. For densifying a solid part (like a casting), no can is needed.
Hot Pressing places the powder directly into the die, eliminating the need for a separate encapsulation step.
Component Size
While die size limits Hot Pressing, modern HIP vessels can be enormous. This allows them to process very large components, such as massive turbine discs for power generation or structural nodes for airframes, in a single cycle.
Making the Right Choice for Your Application
Selecting the correct process requires aligning the technology's strengths with your project's most critical requirements.
- If your primary focus is maximum density and performance: Choose HIP for its unmatched ability to eliminate internal porosity and create parts with uniform, isotropic properties.
- If your primary focus is complex geometry: Choose HIP, as it is the only viable option for consolidating intricate, near-net-shape parts without distortion.
- If your primary focus is high-volume production of simple shapes: Choose Hot Pressing for its significant advantages in cycle time and lower cost-per-part.
- If your primary focus is healing defects in existing castings: Choose HIP, as it is uniquely capable of closing internal voids in solid components to improve their fatigue life and structural integrity.
Ultimately, your decision hinges on the required performance, geometric complexity, and economic constraints of the final component.
Summary Table:
| Aspect | Hot Isostatic Pressing (HIP) | Hot Pressing |
|---|---|---|
| Pressure Type | Isostatic (uniform from all directions) | Uniaxial (force along one axis) |
| Density | Near 100%, eliminates porosity | High, but may have density gradients |
| Geometry | Complex, near-net-shape parts | Simple shapes (e.g., cylinders, discs) |
| Microstructure | Isotropic (uniform properties) | Anisotropic (direction-dependent properties) |
| Cycle Time | Longer (hours) | Shorter (minutes) |
| Cost | Higher capital and operational cost | Lower cost, suitable for high volume |
| Ideal For | High-performance, complex parts | High-volume, simple shapes |
Need expert guidance for your lab's pressing needs? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored for laboratory applications. Whether you're consolidating powders or densifying materials, our solutions ensure precision, efficiency, and reliability. Contact us today to discuss how we can enhance your processes and deliver optimal results for your specific requirements!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Lab Isostatic Pressing Molds for Isostatic Molding
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
People Also Ask
- What is the process involved in warm isostatic pressing? Mastering Uniform Density with WIP Technology
- How do sacrificial volume materials (SVM) maintain microchannels in isostatic pressing? Ensure Structural Integrity
- What are the advantages of using a Warm Isostatic Press (WIP) for batteries? Achieve Superior Interface Contact
- Why must composite cathodes be sealed in vacuum lamination bags for WIP? Ensure Battery Stability and Density
- What is the function of hydraulic pressure in warm isostatic pressing? Achieve Uniform Material Density



















