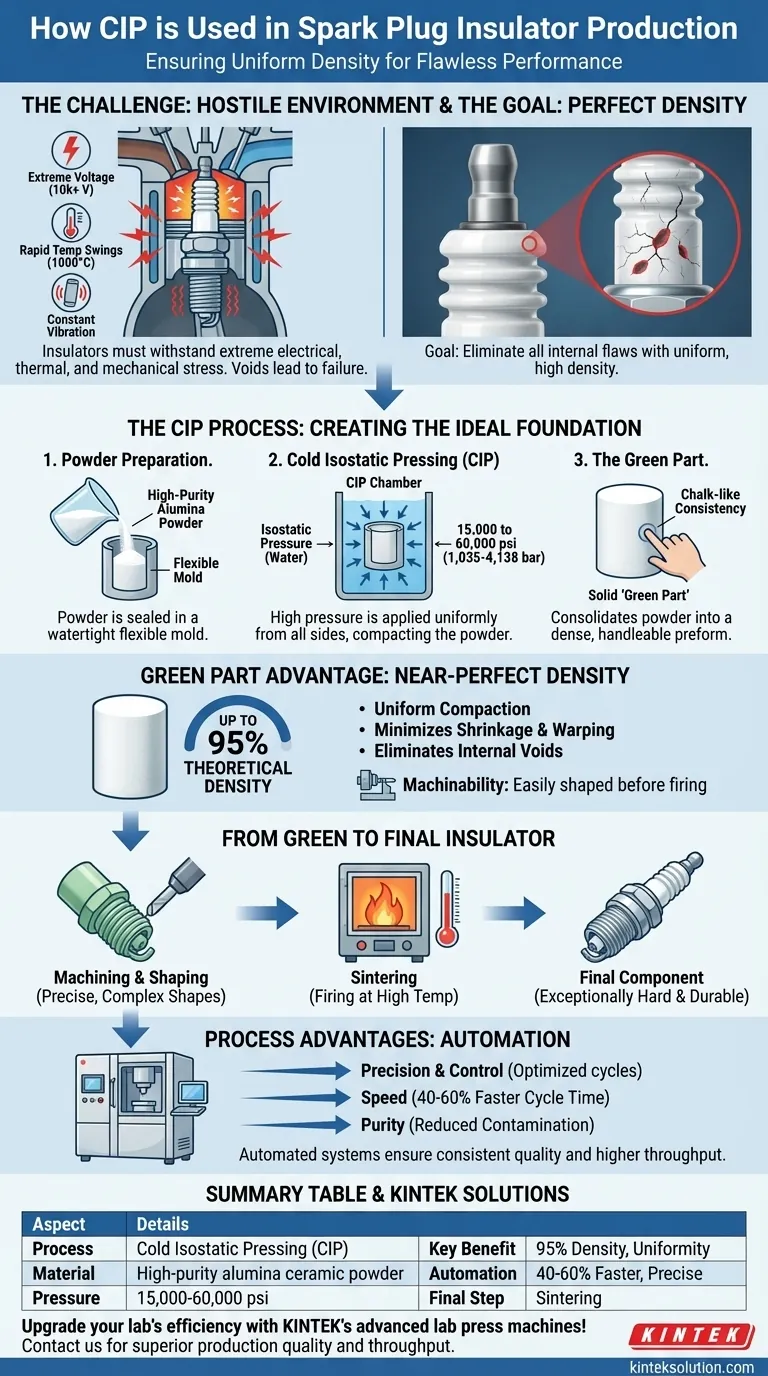
In spark plug insulator production, Cold Isostatic Pressing (CIP) is the critical manufacturing step used to uniformly compact high-purity alumina ceramic powder into a dense, solid preform. This initial "green" part has the consistency of chalk, allowing it to be precisely machined before being fired in a kiln to create the final, extremely hard and durable insulator.
The core purpose of using CIP is to achieve exceptionally high and uniform density throughout the ceramic body before it is fired. This uniformity is the single most important factor in preventing structural flaws and ensuring the insulator can withstand the extreme electrical and thermal stresses of an engine.

The Challenge: Engineering a Flawless Ceramic Component
Why Spark Plug Insulators Must Be Perfect
A spark plug insulator operates in a hostile environment, enduring tens of thousands of volts, rapid temperature swings from ambient to over 1000°C, and constant engine vibration.
Any microscopic void, crack, or density variation within the ceramic can become a point of failure, leading to electrical breakdown or mechanical fracture.
The Problem with Powder
The insulator is made from high-purity alumina ceramic powder, chosen for its exceptional dielectric strength and thermal resistance.
However, simply pouring this powder into a mold and firing it would result in a weak, porous component. The key is to eliminate the air between the powder grains before the final firing (sintering) stage.
How CIP Creates the Ideal Foundation
The Principle of Isostatic Pressure
Cold Isostatic Pressing works by placing the alumina powder, sealed in a flexible, watertight mold, into a high-pressure chamber filled with a liquid (usually water).
Pressure is then applied to the liquid, transmitting it with equal force from all directions onto the mold. This isostatic pressure, typically ranging from 1,035 to 4,138 bar (15,000 to 60,000 psi), compacts the powder uniformly.
Creating the "Green" Part
This process consolidates the powder into a solid billet known as a "green part" or "green body."
This green part is dense and solid enough to be handled but remains relatively soft, similar to a piece of chalk. This machinability is a crucial advantage of the process.
Achieving Near-Perfect Density
The primary benefit of CIP is its ability to achieve incredibly high density—up to 95% of the material's theoretical maximum density—in the green state.
This extreme, uniform density minimizes shrinkage and warping during final firing and, most importantly, eliminates the internal voids that would otherwise compromise the insulator's structural integrity.
From Green Part to Finished Insulator
After being ejected from the press, the cylindrical green part is machined on a lathe. Its relative softness allows for the rapid and precise creation of the insulator's complex final shape, including its characteristic ribs.
Finally, the machined green part is fired at extremely high temperatures in a process called sintering. This step fuses the ceramic particles together, creating the final, non-porous, and exceptionally hard insulator.
Understanding Key Process Advancements
The Impact of Automation
While the principles of CIP are straightforward, process control is paramount for consistent quality in mass production.
Modern electrical CIP systems automate the entire cycle, from loading and pressurization to unloading. This provides significant advantages over older, manually operated presses.
Precision, Speed, and Purity
Automated systems offer precise control over pressure application and duration. This allows for complex, multi-stage pressure cycles that can optimize density for specific part geometries.
This automation also reduces manual labor and the risk of contamination from the pressure medium, while cutting forming time by 40% to 60% for much higher production throughput.
Making the Right Choice for Your Goal
- If your primary focus is maximum material performance: CIP is the essential method. Its ability to create a uniformly dense green part is the best way to eliminate the internal defects that cause electrical or mechanical failure in the final product.
- If your primary focus is production efficiency and consistency: Automated electrical CIP systems are the superior choice. They deliver faster cycle times, higher repeatability, and reduced contamination risk compared to manual methods.
Ultimately, CIP is the foundational process that guarantees the material integrity required for a spark plug insulator to reliably perform its critical function.
Summary Table:
| Aspect | Details |
|---|---|
| Process | Cold Isostatic Pressing (CIP) |
| Material | High-purity alumina ceramic powder |
| Pressure Range | 1,035 to 4,138 bar (15,000 to 60,000 psi) |
| Key Benefit | Achieves up to 95% theoretical density, ensuring uniformity and reducing flaws |
| Automation Impact | Reduces cycle time by 40-60%, improves precision and purity |
| Final Step | Sintering in kiln for hard, durable insulator |
Upgrade your lab's efficiency with KINTEK's advanced lab press machines! Whether you're producing spark plug insulators or other ceramic components, our automatic lab presses, isostatic presses, and heated lab presses deliver precise, uniform compaction for superior results. Contact us today to discuss how our solutions can enhance your production quality and throughput—let's build reliability together!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
















