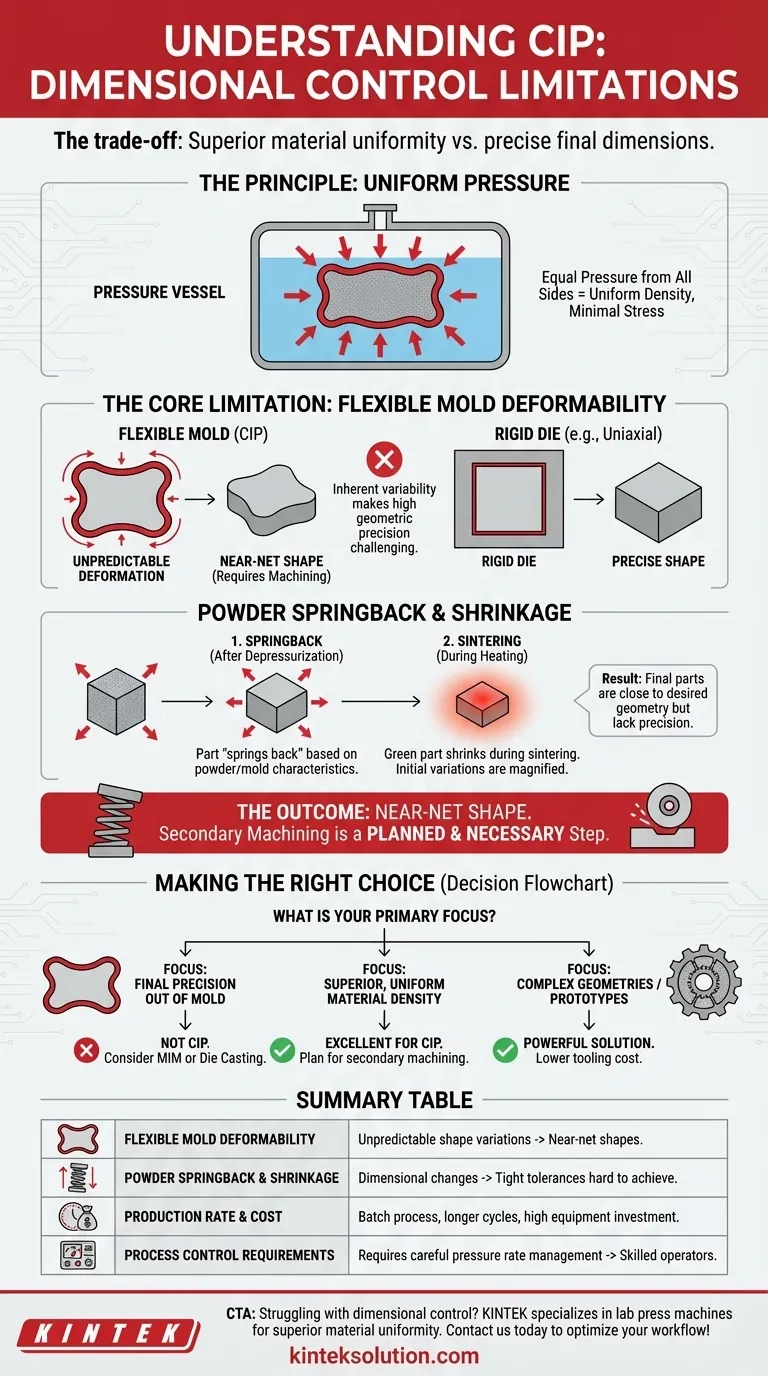
The fundamental limitation of Cold Isostatic Pressing (CIP) regarding dimensional control stems directly from the core of its process: the use of a flexible, elastomer mold. While this mold is essential for transmitting uniform pressure, its inherent deformability makes achieving high geometric precision challenging. The final product is a "near-net shape" that typically requires secondary machining to meet tight tolerances.
Cold Isostatic Pressing is a process that trades dimensional precision for superior material uniformity. Its reliance on a flexible mold creates parts with exceptional density and minimal internal stress, but these parts almost always require subsequent machining to achieve their final, precise dimensions.

The Principle of CIP: Uniform Pressure, Uniform Density
How CIP Achieves Compaction
Cold Isostatic Pressing works by placing a powder-filled, flexible mold into a high-pressure vessel. A liquid medium, typically oil or water, is then used to apply immense, uniform pressure from all directions onto the mold.
This method is based on Pascal's Law, which states that pressure applied to an enclosed fluid is transmitted equally in all directions. This ensures the powder compacts evenly, avoiding the density gradients common in uniaxial (single-direction) pressing.
The Primary Advantage: Material Integrity
The key benefit of CIP is the production of a "green" part (an unsintered part) with exceptionally uniform density. This homogeneity minimizes internal stresses and voids, leading to superior and more predictable mechanical properties after the final sintering step.
Why Dimensional Control Is Inherently Challenged
The Nature of the Flexible Mold
The very component that enables uniform compaction—the elastomer mold—is the primary source of dimensional inaccuracy. These molds, often made of urethane or rubber, are designed to deform under pressure.
Even with very thin and uniformly thick molds, their deformation is not perfectly predictable or repeatable to a high degree of precision. This results in slight variations in the final shape and size of the compacted part.
Powder Springback and Shrinkage
After the vessel is depressurized, both the compacted powder and the elastomer mold will "spring back" slightly. The extent of this springback depends on the powder's characteristics, its compacted density, and the mold material itself.
Furthermore, the green part will shrink during the subsequent sintering (heating) stage. While this shrinkage can be predicted, any initial dimensional variations from the CIP process will be carried through, making tight final tolerances difficult to achieve without post-processing.
The "Near-Net Shape" Outcome
Because of these factors, parts produced via CIP are almost always considered near-net shapes. They are close to the final desired geometry but lack the precision required for many applications. A secondary machining step, such as grinding, milling, or turning, is a planned and necessary part of the manufacturing workflow to achieve final specifications.
Understanding the Trade-offs of CIP
Advantage: Complex Geometries
CIP excels at forming parts with complex shapes, including undercuts or intricate internal cavities. The flexible mold can accommodate geometries that are difficult or impossible to produce with rigid dies used in uniaxial pressing.
Limitation: Production Rate and Cost
CIP is generally a batch process with longer cycle times compared to automated methods like die compaction or powder injection molding. Additionally, the high-pressure equipment required represents a significant initial capital investment.
Limitation: Process Control
Achieving a high-quality, uniform part requires careful control over the rates of pressurization and depressurization. Rushing this process can introduce defects or density variations, negating the primary benefit of the technology. This necessitates skilled operators and robust process management.
Making the Right Choice for Your Goal
Deciding on CIP requires prioritizing its benefits in material quality over its limitations in dimensional accuracy straight from the press.
- If your primary focus is final part precision out of the mold: CIP is not the ideal choice. Consider processes like Metal Injection Molding (MIM) or die casting if they are compatible with your material.
- If your primary focus is superior, uniform material density for a critical component: CIP is an excellent choice, provided you plan and budget for secondary machining to achieve the final dimensions.
- If your primary focus is producing complex prototypes or small-run parts: CIP offers a powerful solution, as the tooling (elastomer molds) is far less expensive than the hard steel tooling required for other methods.
Ultimately, viewing CIP as a forming process for a superior pre-machined blank is the key to leveraging its unique material advantages effectively.
Summary Table:
| Limitation | Description |
|---|---|
| Flexible Mold Deformability | Inherent mold deformability leads to unpredictable shape variations, resulting in near-net shapes that require secondary machining for precision. |
| Powder Springback and Shrinkage | Post-compaction springback and sintering shrinkage cause dimensional changes, making tight tolerances hard to achieve without additional processing. |
| Production Rate and Cost | CIP is a batch process with longer cycles and high equipment costs, impacting efficiency and scalability for high-volume applications. |
| Process Control Requirements | Requires careful management of pressurization and depressurization rates to avoid defects, demanding skilled operators and robust protocols. |
Struggling with dimensional control in your lab processes? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to enhance material uniformity and efficiency for laboratories. Our solutions help you achieve superior density and minimal internal stress, even with complex geometries. Don't let limitations hold you back—contact us today to discuss how our equipment can optimize your workflow and deliver reliable results!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
People Also Ask
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts















