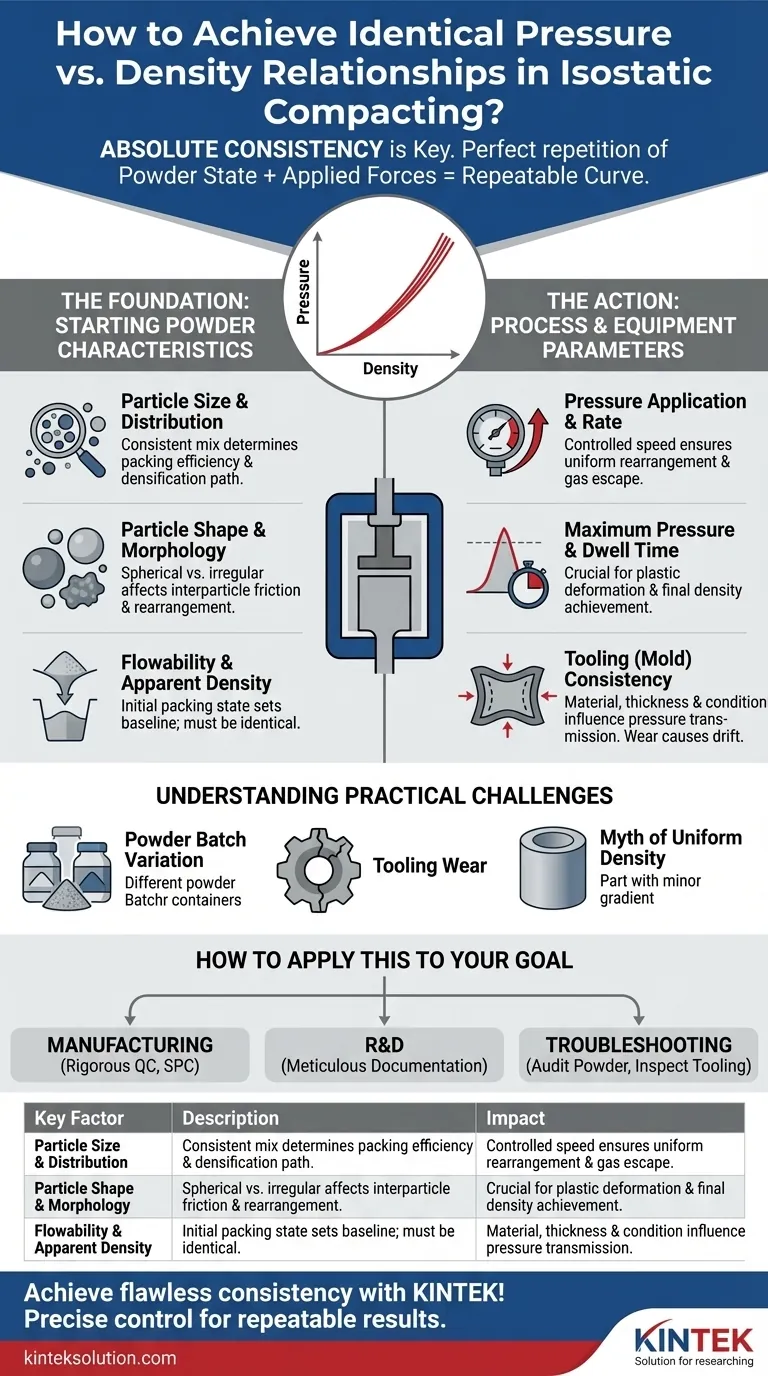
To achieve an identical pressure vs. density relationship in isostatic compacting, you must ensure absolute consistency in both the starting powder characteristics and the process parameters for every cycle. It is the perfect repetition of the initial material state and the applied forces that yields a repeatable compaction curve.
The core challenge is not about discovering a single condition, but about implementing rigorous process control. The pressure-density relationship is a material's fingerprint; to get the same print, you must start with the exact same finger (the powder) and press it in the exact same way (the process).

The Foundation: Starting Powder Characteristics
The final density of a compacted part is fundamentally dictated by the properties of the powder you start with. Any variation here will directly cause a deviation in the pressure-density curve.
Particle Size and Distribution
The size of the powder particles and the mix of different sizes determine how efficiently they can pack together. A consistent, well-defined particle size distribution is critical for filling the voids between larger particles, which is a primary mechanism of densification.
Particle Shape and Morphology
Spherical particles tend to flow and pack more predictably than irregular, angular, or flaky particles. The friction between particles—known as interparticle friction—is lower for spheres, allowing them to rearrange more easily under pressure.
Flowability and Apparent Density
The starting density of the powder in the mold before any pressure is applied is known as the apparent density. This initial packing state is your baseline. To achieve a repeatable curve, the apparent density must be identical for every run, which requires powder with consistent flow characteristics.
The Action: Process and Equipment Parameters
Once the powder is in the mold, the way you apply pressure governs the path to the final density. Inconsistency in the process is the second major source of variation.
Pressure Application and Rate
The speed at which you increase the pressure is a critical variable. A controlled, repeatable pressurization rate ensures that any trapped gas can escape and that particles have time to rearrange uniformly. A sudden application of pressure can lead to density gradients.
Maximum Pressure and Dwell Time
While seemingly obvious, reaching the exact same peak pressure is non-negotiable. Furthermore, the dwell time—the duration for which the component is held at maximum pressure—is also crucial. This period allows for time-dependent plastic deformation and particle rearrangement, further increasing density.
Tooling (Mold) Consistency
The flexible mold used in isostatic pressing is a key part of the system. Its material, thickness, and age all affect how pressure is transmitted to the powder. A worn, stiffened, or changed mold will not produce the same results as a new one.
Understanding the Practical Challenges
In a real-world manufacturing or research environment, achieving a theoretically "identical" relationship is an ideal. The practical goal is to keep the relationship within a tight, statistically controlled process window.
Powder Batch-to-Batch Variation
This is one of the most common sources of process drift. Powder from a different manufacturing lot, or even from a different supplier, can have subtle variations in particle size, shape, or purity that significantly alter the compaction behavior.
The Myth of Uniform Density
While isostatic pressing produces uniquely uniform density compared to other methods, minor gradients can still exist. The goal is to make these gradients repeatable. Factors like powder loading technique and mold design can influence this.
Tooling Wear and Degradation
The elastomer molds are consumable items. They fatigue, stretch, and stiffen with each cycle. This degradation is gradual but inevitable, and it will cause the pressure-density relationship to drift over the life of the tool.
How to Apply This to Your Goal
Your strategy for achieving consistency depends on your objective. Use these principles to focus your efforts where they will have the most impact.
- If your primary focus is high-volume manufacturing: Implement rigorous incoming quality control for all powder batches and use statistical process control (SPC) to monitor the process, flagging any deviations in real-time.
- If your primary focus is research and development: Meticulously document all powder characteristics (size, shape, morphology, purity) and process parameters (pressure rate, dwell time) for every experiment to ensure your results are valid and repeatable.
- If your primary focus is troubleshooting process inconsistency: Begin by auditing your powder supply for batch-to-batch variation and inspecting your tooling for wear and tear, as these are the most frequent culprits.
By systematically controlling these powder and process variables, you can ensure a stable and predictable pressure-density relationship for your components.
Summary Table:
| Key Factor | Description | Impact on Pressure-Density Relationship |
|---|---|---|
| Particle Size and Distribution | Consistent mix of particle sizes | Determines packing efficiency and densification path |
| Particle Shape and Morphology | Spherical vs. irregular shapes | Affects interparticle friction and rearrangement under pressure |
| Flowability and Apparent Density | Initial powder packing state | Sets baseline for density; must be identical for repeatability |
| Pressure Application and Rate | Speed of pressure increase | Ensures uniform particle rearrangement and gas escape |
| Maximum Pressure and Dwell Time | Peak pressure and hold duration | Crucial for plastic deformation and final density achievement |
| Tooling (Mold) Consistency | Material, thickness, and condition of mold | Influences pressure transmission; wear causes drift in results |
Achieve flawless consistency in your isostatic compacting processes with KINTEK! Our specialized lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, are designed to deliver precise control over pressure and density relationships. Whether you're in high-volume manufacturing, R&D, or troubleshooting, KINTEK's equipment ensures repeatable results by maintaining strict powder and process parameters. Don't let variations hold you back—contact us today to learn how our solutions can enhance your laboratory's efficiency and product quality!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
People Also Ask
- What is the mechanism of a Warm Isostatic Press (WIP) on cheese? Master Cold Pasteurization for Superior Safety
- What is the function of hydraulic pressure in warm isostatic pressing? Achieve Uniform Material Density
- What is the role of the flexible material in warm isostatic pressing? Key to Uniform Density & Precision
- What is the process involved in warm isostatic pressing? Mastering Uniform Density with WIP Technology
- Why must composite cathodes be sealed in vacuum lamination bags for WIP? Ensure Battery Stability and Density



















