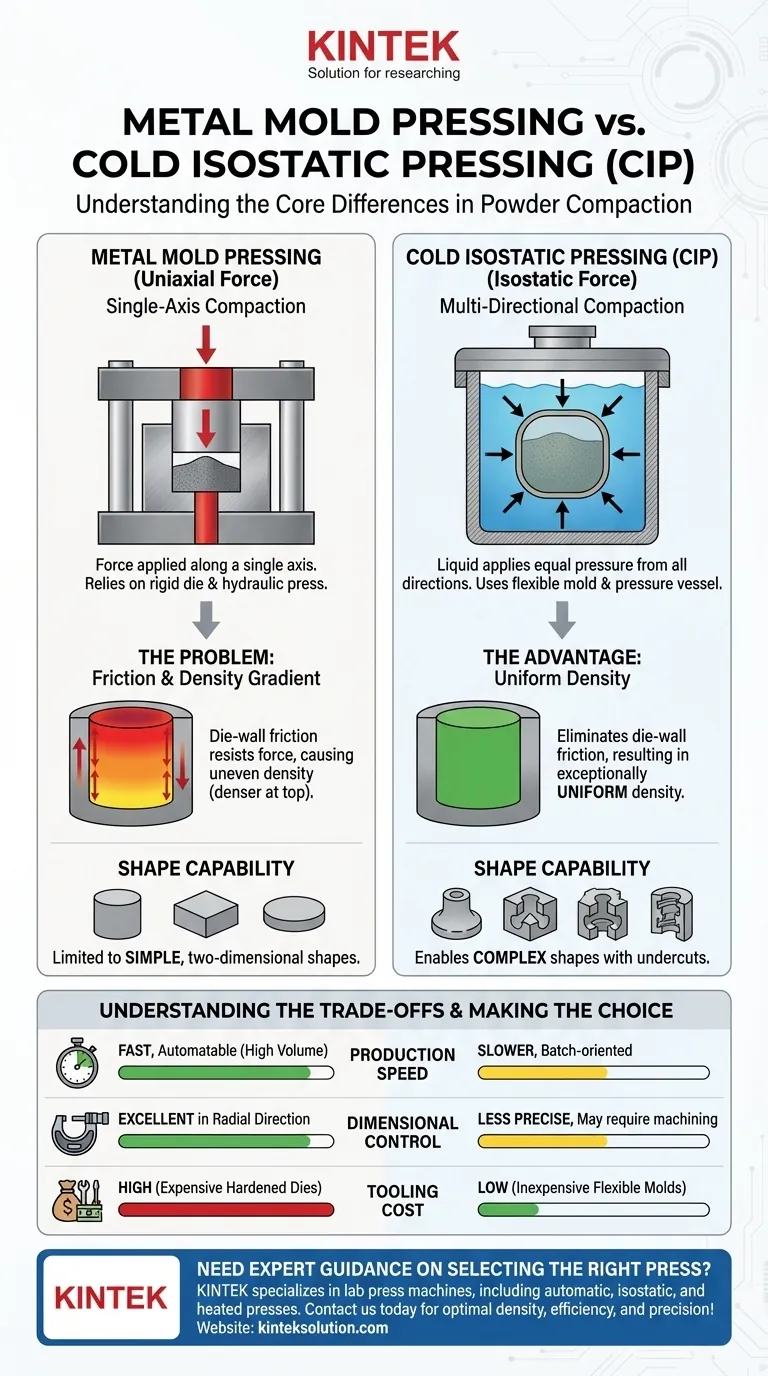
At its core, metal mold pressing and Cold Isostatic Pressing (CIP) are both methods for compacting powder, but they operate on fundamentally different principles. Metal mold pressing, also known as uniaxial pressing, applies force along a single axis using a rigid die. In contrast, CIP uses liquid to apply equal pressure from all directions simultaneously, a process known as isostatic pressure. This distinction in force application is the primary driver of jejich distinct outcomes in density, homogeneity, and geometric capability.
The choice between metal mold pressing and CIP is a strategic decision dictated by your project's required density uniformity, geometric complexity, and production scale. Uniaxial pressing offers speed and dimensional precision for simple shapes, while CIP provides unparalleled density uniformity for complex components.

The Fundamental Mechanics of Compaction
To choose the right method, you must first understand how force is transmitted in each process. The mechanics directly influence the quality and characteristics of the final "green" part (the pre-sintered compact).
Metal Mold Pressing: Uniaxial Force
Metal mold pressing functions much like a piston in a cylinder. Powder is placed into a rigid die cavity, and one or more punches compress it along a single vertical axis.
This method relies on a hydraulic press and a precisely machined, durable metal mold (or die). The shape of the final part is directly defined by the shape of the die cavity.
Cold Isostatic Pressing (CIP): Isostatic Force
CIP operates by submerging a powder-filled, flexible mold into a high-pressure liquid chamber. Pressure is then applied to the liquid, which transmits the force equally and simultaneously to every surface of the mold.
This process eliminates directional force. Think of it like an object submerged deep in the ocean; the pressure is the same everywhere on its surface. It uses an elastomeric mold and a high-pressure vessel.
Key Differentiators: Density and Geometry
The different ways pressure is applied create critical distinctions in the final product. The most important of these are density gradients and the ability to form complex shapes.
The Problem of Friction in Metal Molds
In uniaxial pressing, as the punch compresses the powder, a significant amount of die-wall friction is generated. The powder particles rub against the rigid walls of the mold.
This friction resists the downward transmission of force. As a result, the powder at the top of the compact (closest to the punch) is much denser than the powder at the bottom. This density gradient is a primary drawback of the method.
The CIP Advantage: Uniform Density
CIP inherently eliminates die-wall friction. Because the pressure is transmitted by a liquid and the "mold" is a flexible elastomer, there is no relative motion between the powder and a rigid wall.
The result is a component with exceptionally uniform density throughout its entire volume. This homogeneity is critical for applications requiring predictable and consistent material properties after sintering.
Shape Complexity
The tooling dictates the geometric possibilities. Metal mold pressing is limited to simple, two-dimensional shapes (like cylinders, discs, or blocks) that can be easily ejected from a rigid die. Undercuts or complex curves are not feasible.
CIP's use of flexible molds allows for the creation of highly complex and intricate shapes, including parts with undercuts or internal cavities. The mold is simply peeled off the compacted part after pressing.
Understanding the Trade-offs
Neither method is universally superior; they represent a classic engineering trade-off between speed, quality, and complexity.
Speed vs. Uniformity
Metal mold pressing is an extremely fast, highly automatable process. It is the standard for high-volume production of simple parts where minor density variations are acceptable.
CIP is a slower, batch-oriented process. The time it takes to load, pressurize, depressurize, and unload the vessel makes it less suitable for mass production, but it delivers unmatched part quality.
Dimensional Control vs. Flexibility
The rigid die used in uniaxial pressing provides excellent dimensional control in the radial direction. The final part's diameter will be very precise and repeatable.
CIP offers less precise dimensional control. The flexible mold can deform in slightly unpredictable ways, often necessitating a final machining step if tight tolerances are required.
Tooling Investment
Tooling for metal mold pressing, especially for abrasive materials, involves expensive, hardened steel or carbide dies that must be perfectly machined.
In contrast, the elastomeric molds for CIP are relatively inexpensive to produce. This makes CIP a cost-effective choice for prototyping and small production runs, even though the high-pressure vessel itself is a major capital investment.
Making the Right Choice for Your Goal
Your decision should be guided by the non-negotiable requirements of your final component.
- If your primary focus is high-volume production of simple shapes like tablets or bushings: Metal mold pressing is the superior choice due to its speed, repeatability, and automation capabilities.
- If your primary focus is creating a complex part with the highest possible density uniformity: Cold Isostatic Pressing (CIP) is the only method that can reliably eliminate density gradients.
- If your primary focus is prototyping or small-batch production of various shapes: CIP is often more economical, as its flexible molds are far cheaper to create and iterate on than rigid steel dies.
Understanding these core principles empowers you to select the compaction method that aligns perfectly with your material, design, and production objectives.
Summary Table:
| Aspect | Metal Mold Pressing | Cold Isostatic Pressing (CIP) |
|---|---|---|
| Force Application | Uniaxial (single axis) | Isostatic (all directions) |
| Density Uniformity | Low (gradients due to friction) | High (uniform throughout) |
| Shape Complexity | Simple shapes (e.g., cylinders) | Complex shapes (e.g., undercuts) |
| Production Speed | Fast and automatable | Slow and batch-oriented |
| Dimensional Control | High in radial direction | Lower, may require machining |
| Tooling Cost | High (hardened steel dies) | Low (elastomeric molds) |
Need expert guidance on selecting the right press for your lab? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored to meet your specific laboratory needs. Whether you're working with simple or complex shapes, our solutions ensure optimal density, efficiency, and precision. Contact us today to discuss how we can enhance your compaction processes and achieve superior results!
Visual Guide
Related Products
- Lab Anti-Cracking Press Mold
- Carbide Lab Press Mold for Laboratory Sample Preparation
- Lab Isostatic Pressing Molds for Isostatic Molding
- Lab Polygon Press Mold
- Lab Round Bidirectional Press Mold
People Also Ask
- What role do precision positioning and pressure molds play in single-lap joints? Ensure 100% Data Integrity
- How do the design and geometric precision of pressing molds and mandrels affect the quality of PTFE composite samples?
- Why is precise cooling management of the lab press mold necessary? Protect Core Integrity in Thermoforming
- Why is a high-performance laboratory molding press critical for in-situ electrolyte formation? Unlock Battery Success
- How does the geometry of laboratory molds influence mycelium-based composites? Optimize Density and Strength



















