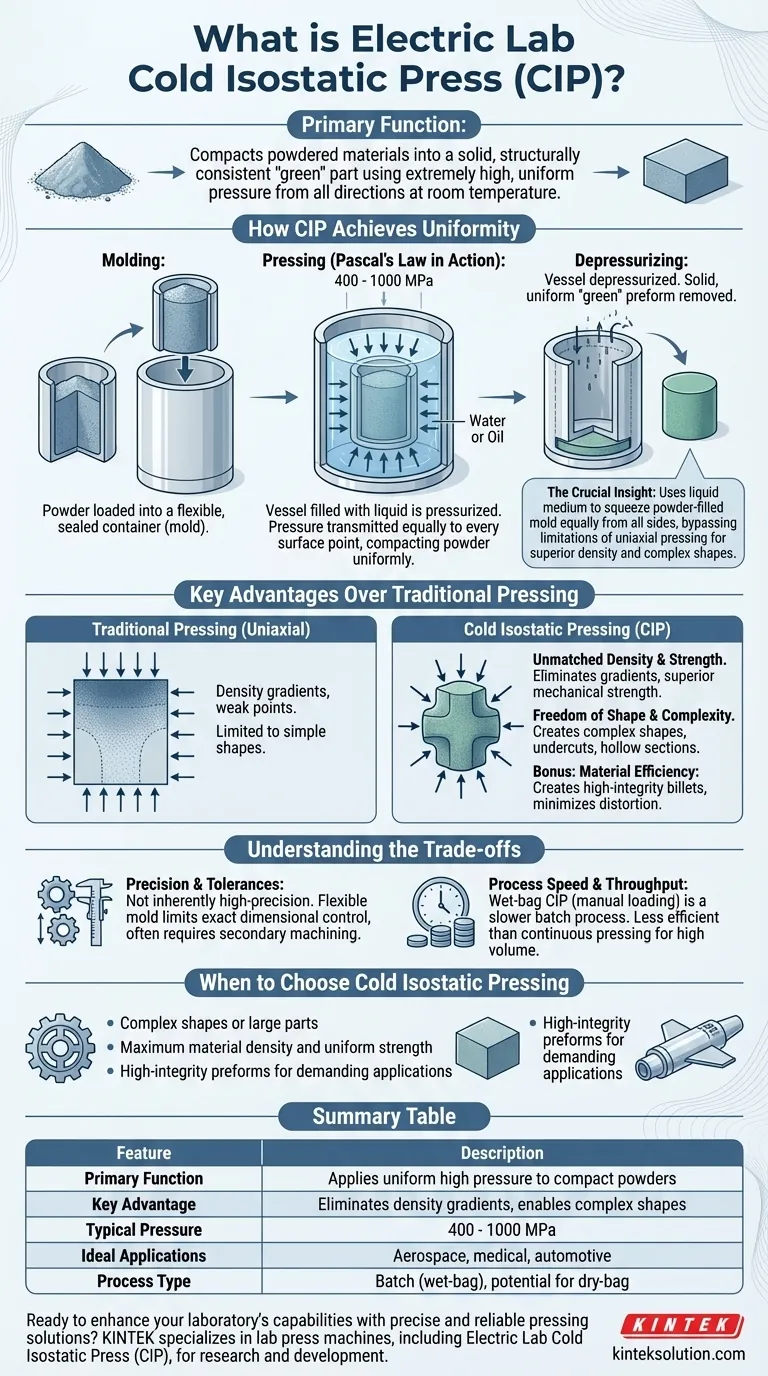
At its core, an Electric Lab Cold Isostatic Press (CIP) is a specialized machine that compacts powdered materials into a solid object. Its primary function is to apply extremely high, uniform pressure from all directions to the material at room temperature, creating a dense and structurally consistent "green" part that is ready for further processing like machining or sintering.
The crucial insight is that Cold Isostatic Pressing bypasses the limitations of traditional pressing methods. Instead of pushing from one or two directions, it uses a liquid medium to squeeze a powder-filled mold equally from all sides, resulting in superior density, strength, and the ability to form complex shapes.

How Cold Isostatic Pressing Achieves Uniformity
The defining characteristic of CIP is its ability to create parts with homogenous properties. This is a direct result of its unique method of applying pressure.
The Core Principle: Pascal's Law in Action
The process works on a fundamental principle of fluid dynamics. A powder is placed into a flexible, sealed mold and submerged in a liquid inside a high-pressure vessel.
When the liquid is pressurized, that pressure is transmitted equally and instantaneously to every point on the surface of the mold. This ensures the powder compacts with perfect uniformity, eliminating the density variations and internal stresses common in other methods.
The Process Step-by-Step
A typical CIP cycle involves three main stages.
- Molding: The raw powder (ceramic, metal, graphite, etc.) is loaded into a sealed, flexible container, often made of rubber or another elastomer.
- Pressing: This sealed mold is placed inside the pressure vessel, which is then filled with a liquid (usually water or oil). The system then pressurizes this liquid to extremely high levels, typically between 400 and 1000 MPa.
- Depressurizing: After holding the pressure for a set time, the vessel is depressurized, and the compacted part, now a solid "green" preform, is removed.
Key Advantages Over Traditional Pressing
CIP is chosen over conventional methods like uniaxial (single-direction) pressing when material integrity and geometric complexity are critical.
Unmatched Density and Strength
Uniaxial pressing creates density gradients, with the material closest to the punch being denser than the material in the center. This creates weak points.
CIP eliminates these gradients. The resulting uniform density leads to predictable shrinkage during sintering and superior mechanical strength throughout the entire part.
Freedom of Shape and Complexity
Because pressure is applied from all directions, CIP is not limited by the constraints of a rigid die. This allows for the production of highly complex shapes, undercuts, and hollow sections that would be impossible to create with traditional pressing.
Material and Process Efficiency
CIP compacts powders close to their maximum packing density. This produces a high-integrity billet that is strong enough to be handled and even machined before the final sintering (firing) step.
This strong "green" state minimizes the risk of distortion or cracking during subsequent processing and can lead to faster sintering times.
Understanding the Trade-offs
While powerful, CIP is not the solution for every application. Understanding its limitations is key to using it effectively.
Precision and Final Tolerances
CIP is not inherently a high-precision process for the final, finished part. The flexible mold does not provide the exact dimensional control of a hard tool steel die.
As a result, parts often require secondary machining to achieve tight geometric tolerances, especially after the predictable shrinkage that occurs during sintering.
Process Speed and Throughput
The most common lab-scale method, known as "wet-bag" CIP, involves manually loading and unloading the mold from the pressure vessel. This is a batch process that is slower than automated alternatives.
For high-volume production, a "dry-bag" method is used, but the fundamental need to pressurize and depressurize a vessel often makes it slower than continuous methods like die pressing.
When to Choose Cold Isostatic Pressing
Your decision to use CIP should be driven by the final requirements of your component.
- If your primary focus is producing complex shapes or large parts: CIP offers design freedom that is difficult or impossible to achieve with traditional die pressing.
- If your primary focus is achieving maximum material density and uniform strength: CIP is superior for creating homogeneous parts without the weak points and internal stresses caused by density gradients.
- If your primary focus is creating high-integrity preforms for demanding applications: CIP produces strong "green" parts for industries like aerospace, medical, and automotive where material failure is not an option.
Ultimately, Cold Isostatic Pressing is a foundational technology for manufacturing advanced materials that require structural integrity and geometric complexity beyond the reach of conventional methods.
Summary Table:
| Feature | Description |
|---|---|
| Primary Function | Applies uniform high pressure from all directions at room temperature to compact powders into solid 'green' parts |
| Key Advantage | Eliminates density gradients, enabling superior strength and complex shapes |
| Typical Pressure Range | 400 to 1000 MPa |
| Ideal Applications | Aerospace, medical, automotive components requiring high integrity and complex geometries |
| Process Type | Batch process (e.g., wet-bag CIP) with potential for dry-bag methods in production |
Ready to enhance your laboratory's capabilities with precise and reliable pressing solutions? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the demanding needs of research and development. Our Electric Lab Cold Isostatic Press (CIP) can help you achieve uniform density, superior part strength, and the ability to form complex shapes efficiently. Contact us today to discuss how our equipment can optimize your material processing and drive innovation in your projects!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts



















