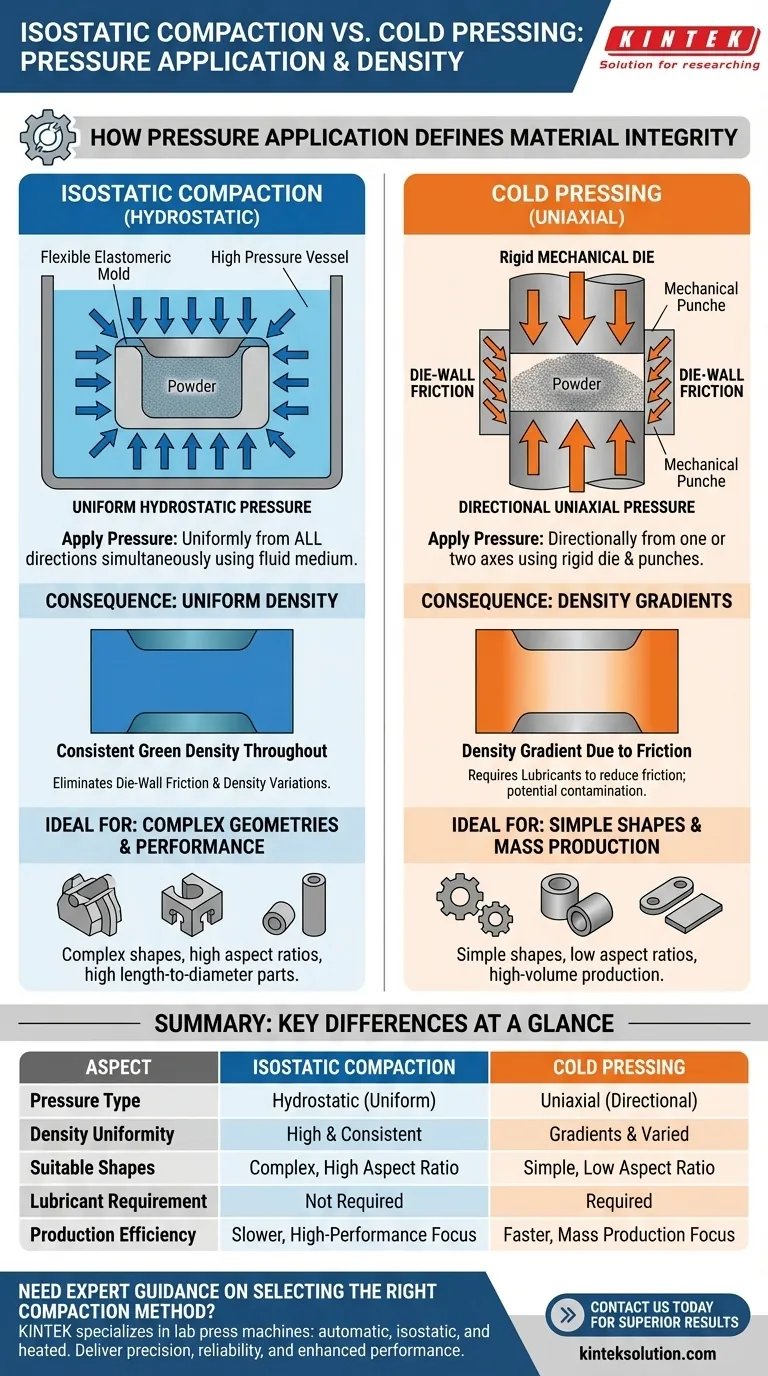
At its core, the difference lies in directionality. Isostatic compaction applies uniform, hydrostatic pressure from all directions simultaneously using a fluid medium. In contrast, conventional cold pressing applies directional, uniaxial pressure from one or two directions using a rigid mechanical die and punches.
The fundamental distinction is not just how pressure is applied, but the result it creates. Isostatic pressing's all-sided, uniform pressure eliminates internal density variations, whereas cold pressing's directional force inherently creates density gradients due to die-wall friction.

The Mechanics of Pressure: Uniaxial vs. Hydrostatic
To understand the impact on the final product, we must first visualize how each process applies force to the powder.
Cold Pressing: The Uniaxial Approach
In cold pressing, loose powder is placed into a rigid die cavity. One or more mechanical punches then compress the powder along a single axis.
This uniaxial pressure means the force is transmitted directionally, from top to bottom. The powder particles closest to the punches experience the most force.
Isostatic Pressing: The Hydrostatic Approach
Isostatic pressing uses a completely different principle. The powder is sealed in a flexible, elastomeric mold.
This sealed mold is then submerged in a fluid (like water or oil) inside a high-pressure vessel. When the fluid is pressurized, it transmits that pressure equally and simultaneously to every point on the mold's surface. This is known as hydrostatic pressure.
Consequence 1: Density and Uniformity
The method of pressure application directly dictates the density and structural integrity of the compacted part, often called the "green" part before sintering.
The Problem of Die-Wall Friction
In cold pressing, as the punches compress the powder, the powder rubs against the stationary walls of the rigid die. This die-wall friction opposes the compaction force.
The result is a density gradient. The part is densest near the punches and progressively less dense toward the center and away from the moving punches.
Achieving Uniform Green Density
Isostatic pressing completely eliminates die-wall friction because there is no rigid die wall for the powder to rub against. The flexible mold compacts inward with the powder.
Because the hydrostatic pressure is perfectly uniform, the resulting green density is incredibly consistent throughout the entire volume of the part.
Higher Overall Density
Without the energy losses caused by friction, isostatic pressing is a more efficient compaction method. It can achieve a higher and more uniform density at a given compaction pressure compared to cold pressing.
Understanding the Trade-offs
Choosing a method is not just about quality; it's about balancing performance requirements with manufacturing realities.
The Simplicity and Speed of Cold Pressing
Cold pressing is mechanically simple, fast, and highly suitable for automation. For high-volume production of simple shapes like bushings or gears with low aspect ratios, it is often the most cost-effective solution.
The Material Superiority of Isostatic Pressing
Isostatic pressing produces parts with superior mechanical properties due to their uniform density and lack of internal voids. It excels at creating complex geometries or parts with high length-to-diameter ratios that are impossible to form with rigid dies.
The Issue of Lubricants
To mitigate die-wall friction, cold pressing requires lubricants to be mixed in with the powder. These lubricants must be burned off during the subsequent sintering phase, a step that can introduce porosity or contamination if not controlled perfectly. Isostatic pressing requires no such additives.
Making the Right Choice for Your Goal
The optimal process depends entirely on the requirements for the final component.
- If your primary focus is mass production of simple, robust parts where minor density variations are acceptable: Cold pressing offers unmatched speed and cost-effectiveness.
- If your primary focus is achieving maximum density, structural uniformity, and complex geometries for a high-performance application: Isostatic pressing is the superior method for ensuring material integrity.
Ultimately, understanding the fundamental difference in pressure application empowers you to select the process that aligns precisely with your component's design and performance objectives.
Summary Table:
| Aspect | Isostatic Compaction | Cold Pressing |
|---|---|---|
| Pressure Type | Hydrostatic (uniform from all directions) | Uniaxial (directional from one/two axes) |
| Density Uniformity | High and consistent throughout part | Gradients due to die-wall friction |
| Suitable Shapes | Complex geometries, high aspect ratios | Simple shapes, low aspect ratios |
| Lubricant Requirement | Not required | Required to reduce friction |
| Production Efficiency | Slower, better for high-performance parts | Faster, ideal for mass production |
Need expert guidance on selecting the right compaction method for your lab? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet your specific needs. Whether you're aiming for uniform density in complex parts or efficient mass production, our solutions deliver precision, reliability, and enhanced performance. Contact us today to discuss how we can optimize your laboratory processes and achieve superior results!
Visual Guide
Related Products
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
People Also Ask
- Why are high pressurization rates important in automated CIP systems? Achieve Superior Material Density
- For what types of materials and applications are automated CIP systems particularly beneficial? Unlock Purity and Complex Shapes
- What is the primary function of a Cold Isostatic Press (CIP) in NASICON preparation? Achieve 96% Theoretical Density
- What are the key features of automated laboratory Cold Isostatic Press (CIP) systems? Achieve Precise, High-Pressure Powder Consolidation
- What are the process advantages of using Cold Isostatic Pressing (CIP) for LSMO? Achieve Defect-Free Density







