Diagnosing a pellet press requires understanding that most failures are symptoms of a deeper imbalance. The most common issues are inconsistent pellet quality, low production output, and machine blockages. These problems typically stem from either improper material preparation, incorrect operational settings, or the wear and tear of critical components like the die and rollers.
Most pellet press issues are not isolated failures but signals of an imbalance between three core elements: the raw material, the machine's mechanical condition, and its operational parameters. Effective troubleshooting involves systematically evaluating all three areas, not just treating the immediate symptom.

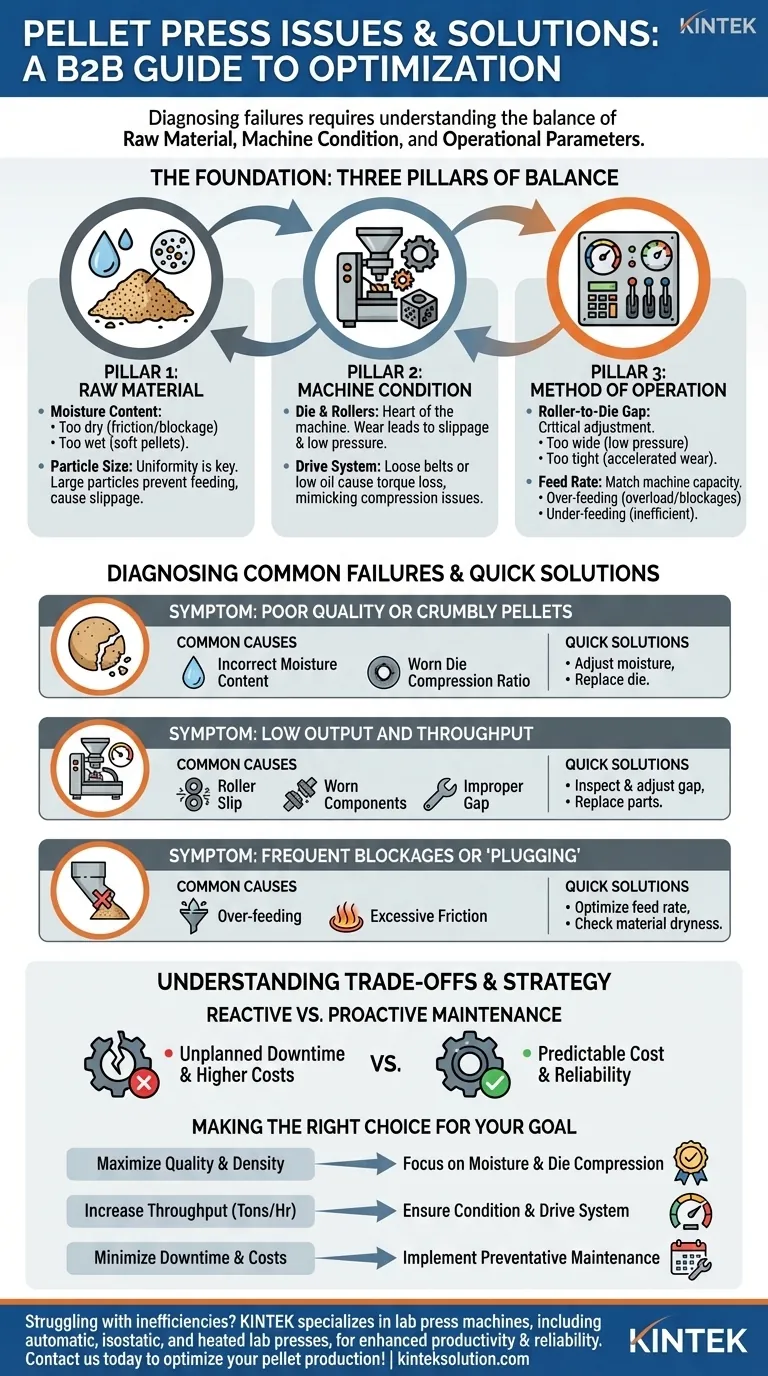
The Foundation: Material, Machine, and Method
Nearly every problem you will encounter with a pellet press can be traced back to one of three pillars. Understanding this framework is the first step to moving from reactive fixing to proactive control.
Pillar 1: The Raw Material
The quality of your input directly dictates the quality of your output. Inconsistent material is the leading cause of production headaches.
Focus on moisture content. Material that is too dry creates excessive friction, leading to blockages and premature die wear. Material that is too wet cannot be properly compressed, resulting in soft, unstable pellets.
Also, ensure particle size is uniform. Large or irregular particles can bridge over the die holes, preventing proper feeding and causing the rollers to slip, which dramatically reduces output.
Pillar 2: The Machine's Condition
A pellet press is a high-stress environment. Wear is not a possibility; it is an inevitability that must be managed.
The die and rollers are the heart of the machine and the primary wear parts. As they wear, their ability to grip and force material through the die holes diminishes, causing slippage and a drop in pressure.
The drive system, whether it's a gearbox or a belt drive, must transfer the motor's full power. Loose belts or low gear oil can cause a loss of rotational torque, mimicking the symptoms of insufficient compression even if the die is in good condition.
Pillar 3: The Method of Operation
This pillar covers the settings and parameters you control during a production run.
The roller-to-die gap is a critical adjustment. A gap that is too wide prevents the rollers from generating enough pressure to extrude pellets. A gap that is too tight causes metal-on-metal contact, accelerating wear and risking catastrophic damage to the die and roller bearings.
Your feed rate must be matched to what the machine can process. Over-feeding is a primary cause of motor overload and die blockages. Under-feeding starves the die, leading to inefficient operation and poor-quality pellets.
Diagnosing Common Failures
With the three pillars in mind, we can now diagnose specific problems in a more systematic way.
Symptom: Poor Quality or Crumbly Pellets
This is fundamentally a compaction issue. First, check your raw material's moisture content; it is the most likely culprit.
If moisture is correct, evaluate the die's compression ratio. A "tired" or worn-out die has enlarged holes, reducing compression and producing softer pellets. The die may need to be replaced.
Symptom: Low Output and Throughput
This signals that material is not being efficiently forced through the die. Start by inspecting for roller slip. A shiny, polished surface on the die face is a clear sign that the rollers are sliding instead of gripping.
This slippage is caused by either worn-out roller shells and a worn die face or an incorrect roller gap. It can also be caused by overly dry or poorly ground raw material.
Symptom: Frequent Blockages or "Plugging"
A blockage occurs when the force required to extrude the material exceeds the force the machine can generate. The first suspect is always an incorrect feed rate—you are simply feeding too much, too fast.
If the feed rate is correct, the issue is likely excessive friction inside the die holes. This is typically caused by raw material that is too dry or a die that has reached the end of its life, where the holes have lost their smooth, tapered entry.
Understanding the Trade-offs
Effective operation is a balance between performance and cost. Rushing to a solution without understanding its implications can be counterproductive.
Reactive Fixes vs. Proactive Maintenance
Waiting for a part to fail—a reactive approach—guarantees unplanned downtime. This is always more expensive than planned downtime due to lost production and potential cascading damage.
A proactive maintenance schedule, including regular lubrication and inspection of the die, rollers, and drive belts, turns maintenance into a predictable operational cost rather than an emergency.
When to Replace vs. Refurbish a Die
A new die is a significant expense. While worn dies are a primary source of problems, some can be refurbished.
If the die holes are merely "glazed" but not out of spec, a simple break-in procedure with an abrasive mix can restore grip. If the die face is worn, it can sometimes be machined down to a fresh surface, but this can only be done a limited number of times before the die's structural integrity is compromised.
Making the Right Choice for Your Goal
Your troubleshooting priority should align with your primary operational goal.
- If your primary focus is maximizing pellet quality and density: Focus meticulously on raw material moisture content and ensuring the die's compression ratio is correct for your material.
- If your primary focus is increasing throughput (tons per hour): Confirm your die and rollers are in excellent condition and that the drive system is delivering full power without any slip.
- If your primary focus is minimizing downtime and operational costs: Implement a strict preventative maintenance schedule for checking wear parts, managing a stock of spares, and logging performance data.
A systematic approach transforms troubleshooting from a reactive chore into a strategic advantage for your operation.
Summary Table:
| Symptom | Common Causes | Quick Solutions |
|---|---|---|
| Poor Quality or Crumbly Pellets | Incorrect moisture content, worn die | Adjust moisture, replace die |
| Low Output and Throughput | Roller slip, worn components, improper gap | Inspect and adjust gap, replace parts |
| Frequent Blockages | Over-feeding, excessive friction | Optimize feed rate, check material dryness |
Struggling with pellet press inefficiencies? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to enhance your laboratory's productivity and reliability. Our solutions help you achieve consistent pellet quality, higher throughput, and reduced downtime. Contact us today to discuss how we can optimize your pellet production and meet your specific needs!
Visual Guide
Related Products
- Laboratory Hydraulic Split Electric Lab Pellet Press
- Manual Laboratory Hydraulic Pellet Press Lab Hydraulic Press
- Laboratory Hydraulic Pellet Press for XRF KBR FTIR Lab Press
- Automatic Laboratory Hydraulic Press Lab Pellet Press Machine
- Automatic Laboratory Hydraulic Press for XRF and KBR Pellet Pressing
People Also Ask
- Why use a laboratory pellet press for solid-state battery evaluation? Ensure Accuracy in Interface Stability Testing
- Why is a laboratory pellet press used to pre-press BaSnF4 samples? Ensure Precision in High-Pressure Studies
- Why is precise pressure-holding control critical for biomass pellets? Master Your Densification Results
- What are the common operational types of lab pellet presses? Choosing the Right Manual, Automatic, or Hydraulic System
- Why is a professional laboratory pellet press required for XRF of silica sand? Achieve +/- 0.10% Precision



















