In short, the primary advantages of Cold Isostatic Pressing (CIP) are the ability to produce components with highly uniform density and strength, even in complex or large shapes. This is achieved by applying equal pressure from all directions, which consolidates a powder into a solid form with minimal internal defects and high "green strength," making it robust enough for handling before the final hardening process.
The fundamental value of Cold Isostatic Pressing lies in its unique method of applying pressure. By using a fluid to press a powder from all sides simultaneously, CIP overcomes the core limitations of traditional one-directional pressing, resulting in structurally superior and more complex parts.

How Cold Isostatic Pressing Delivers Superior Results
To understand the benefits of CIP, you must first understand its core mechanism. Unlike traditional uniaxial pressing that applies force from one or two directions, CIP places the powder in a flexible mold and submerges it in a fluid-filled pressure vessel.
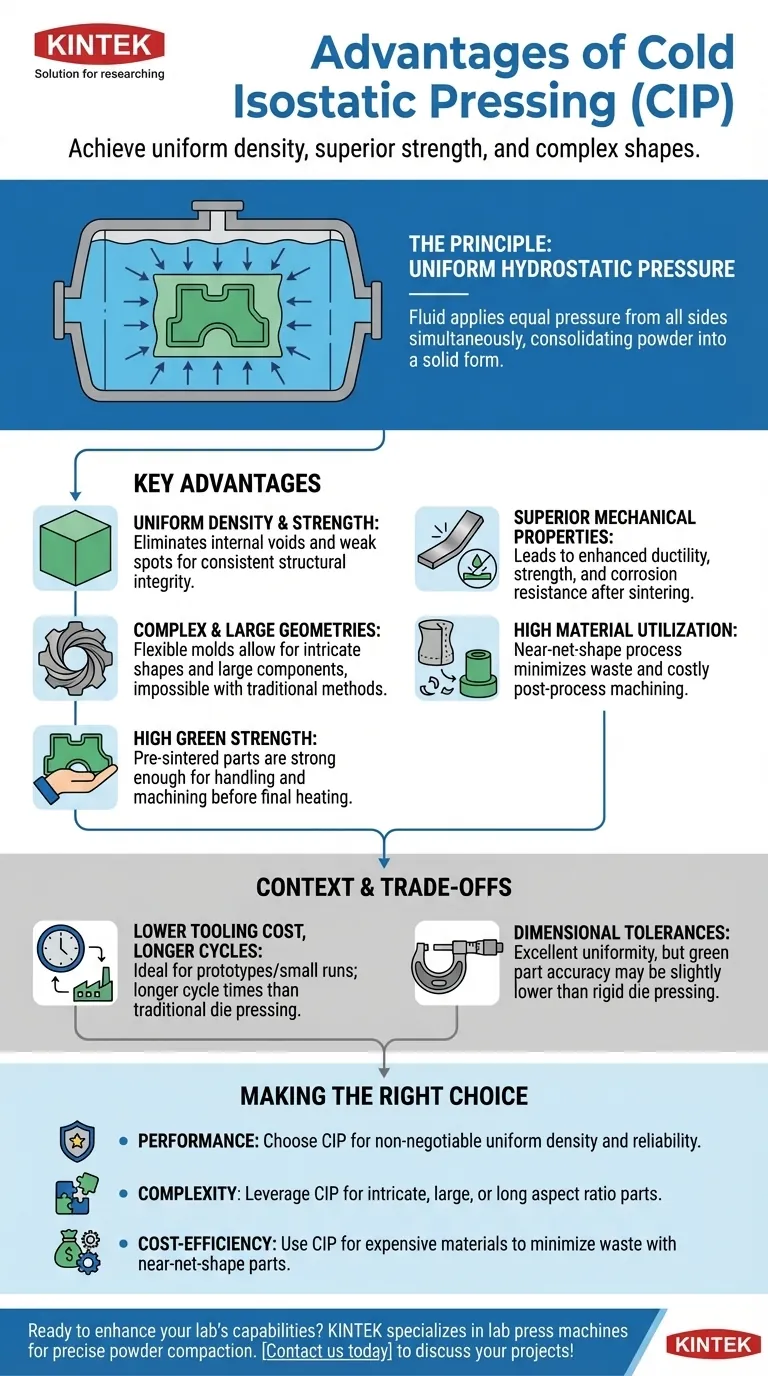
The Principle: Uniform Pressure
The process applies steady, uniform hydrostatic pressure across all surfaces of the mold. This balanced pressure turns the loose powder into a densely packed solid.
This method eliminates the pressure gradients and friction at the die walls that are common in uniaxial pressing, which often lead to variations in density within a part.
The Outcome: Uniform Density and Strength
Because pressure is applied equally from all directions, the resulting component has a remarkably uniform density. This homogeneity is critical because it eliminates internal voids and weak spots.
A uniformly dense part has consistent strength throughout its structure, making it far more reliable for demanding applications where structural integrity is paramount.
The Versatility: Complex and Large Geometries
The use of a flexible, rubber-like mold frees the process from the constraints of rigid metal dies. This allows for the production of parts with highly complex shapes, undercuts, or irregular features that are impossible with other pressing methods.
Furthermore, CIP is not limited by part size in the same way as traditional pressing. It can produce very large components, with the only constraint being the size of the pressure vessel itself. It is also exceptionally good at forming parts with long aspect ratios, like rods or tubes.
The Tangible Benefits in Production
The unique physics of CIP translates directly into measurable improvements in material properties and production efficiency.
Enhanced "Green Strength"
CIP produces a pre-sintered part with exceptionally high green strength. This means the compacted part is strong enough to withstand handling, manipulation, and even machining before the final sintering (heating) step.
This robustness reduces the risk of breakage during production and simplifies subsequent manufacturing processes.
Superior Mechanical Properties
The high, uniform density achieved through CIP leads directly to enhanced final material properties after sintering. This includes improvements in ductility, overall strength, and corrosion resistance.
The process is particularly effective for compacting brittle, fine, or high-performance powders like ceramics and refractory metals, which are difficult to process otherwise.
High Material Utilization
CIP is a near-net-shape process, meaning the initial "green" part is very close to the final desired dimensions. This drastically reduces the need for post-process machining.
By minimizing material removal, CIP significantly reduces waste. This provides a substantial cost advantage, especially when working with expensive or advanced materials.
Understanding the Trade-offs
While powerful, CIP is not the universal solution for all powder compaction needs. Understanding its context is key to using it effectively.
Tooling and Production Volume
The flexible molds used in CIP are generally less expensive to create than the hardened steel dies used in uniaxial pressing, especially for small production runs or prototypes.
However, these molds have a shorter lifespan and the overall cycle time for CIP can be longer. For very high-volume production of simple shapes, traditional die pressing often remains more cost-effective.
Dimensional Tolerances
While CIP provides excellent uniformity, the absolute dimensional accuracy of a "green" part from a flexible mold may be slightly lower than one produced in a rigid die.
Final dimensions are typically achieved during the sintering process, but this is a critical consideration for components requiring extremely tight tolerances before any heating is applied.
An Intermediate Step
It is crucial to recognize that CIP is a powder compaction process, not a final manufacturing step. The resulting "green" compact almost always requires a subsequent sintering or hot isostatic pressing (HIP) stage to fuse the particles and achieve the material's final, hardened properties.
Making the Right Choice for Your Goal
Selecting the right manufacturing process depends entirely on your project's specific priorities.
- If your primary focus is performance and reliability: Choose CIP when uniform density and strength are non-negotiable to eliminate internal flaws and potential failure points.
- If your primary focus is geometric complexity: Leverage CIP when you need to produce parts with intricate shapes, large sizes, or long aspect ratios that are impossible with traditional pressing.
- If your primary focus is cost-efficiency with expensive materials: Use CIP to create near-net-shape parts that minimize material waste and costly post-processing machining.
Ultimately, Cold Isostatic Pressing empowers engineers to create superior components by overcoming the fundamental limitations of traditional powder compaction methods.
Summary Table:
| Advantage | Description |
|---|---|
| Uniform Density | Equal pressure from all directions eliminates voids and weak spots for consistent strength. |
| Complex Shapes | Flexible molds allow production of intricate geometries and large parts not possible with traditional methods. |
| High Green Strength | Robust pre-sintered parts withstand handling and machining, reducing breakage risks. |
| Superior Properties | Enhances ductility, strength, and corrosion resistance after sintering, ideal for ceramics and metals. |
| Material Efficiency | Near-net-shape process minimizes waste and machining costs, especially with expensive materials. |
Ready to enhance your lab's capabilities with precise and efficient powder compaction? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the needs of laboratories working with ceramics, metals, and other advanced materials. Our solutions help you achieve uniform density, complex shapes, and superior material properties while reducing waste and costs. Contact us today to discuss how our CIP technology can benefit your projects and drive innovation in your research!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
















