The fundamental benefit of uniform compaction pressure in isostatic pressing is the ability to produce components with exceptionally high and consistent density. By applying force equally from all directions, the process eliminates the internal stresses and density variations common in other methods, resulting in a final part with predictable, isotropic properties and superior mechanical strength.
By applying pressure hydrostatically, isostatic pressing solves the core problem inherent in traditional die compaction. It removes die-wall friction, which is the primary cause of inconsistent density, and eliminates the need for part-contaminating lubricants.

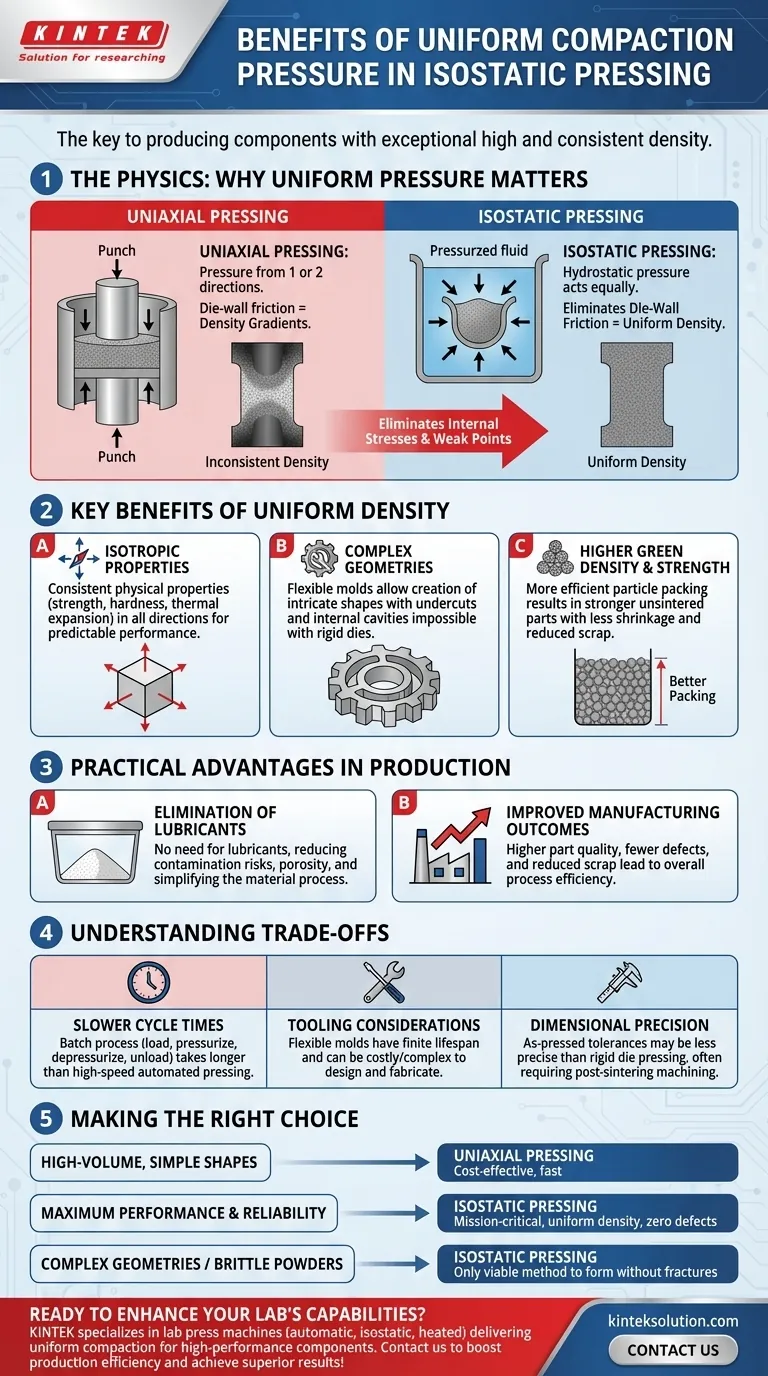
The Physics of Uniform Pressure: Why It Matters
Isostatic pressing fundamentally differs from uniaxial (or die) pressing, where pressure is applied from only one or two directions. This distinction is the source of its primary advantages.
Eliminating Density Gradients
In uniaxial pressing, friction between the powder and the rigid die walls prevents pressure from being transmitted uniformly. This results in a part that is densest near the punches and least dense in the middle, creating internal weak points.
Isostatic pressing submerges a flexible mold containing the powder in a fluid, which is then pressurized. This hydrostatic pressure acts with equal force on every surface of the part, eliminating die-wall friction and ensuring a completely uniform density throughout the component.
Achieving Isotropic Properties
The term isotropic means having the same physical properties in all directions. Because the final density is uniform, a part made via isostatic pressing exhibits consistent strength, hardness, and thermal expansion, regardless of the direction in which it is measured. This is critical for high-performance applications where predictable behavior under stress is non-negotiable.
Compacting Complex Geometries
Rigid dies used in uniaxial pressing are limited to relatively simple shapes that can be ejected. The flexible molds used in isostatic pressing allow for the creation of highly complex parts with undercuts, internal cavities, and intricate details that would be impossible to produce otherwise.
The Practical Advantages in Production
The theoretical benefits of uniform pressure translate directly into tangible manufacturing outcomes, improving both part quality and process efficiency.
Higher Achievable Density
By eliminating friction, isostatic pressing achieves more efficient particle packing. This results in a higher "green" density (the density of the part before sintering) at a given compaction pressure compared to other methods. Higher green density often leads to a stronger final product with less shrinkage during sintering.
Increased Green Strength
The uniform bond between powder particles creates a component with superior green strength. This means the unsintered part is more robust and less prone to breaking during handling and transfer to the sintering furnace, which directly reduces scrap rates and manufacturing costs.
The Elimination of Lubricants
Uniaxial pressing requires mixing lubricants into the powder to reduce die-wall friction and aid in part ejection. These lubricants must be completely burned out during the sintering process. Incomplete burnout can lead to contamination, porosity, and weakened final parts.
Isostatic pressing requires no such lubricants, simplifying the material mixture and eliminating a potential source of defects and process variability.
Understanding the Trade-offs
While powerful, isostatic pressing is not the universal solution. Its benefits must be weighed against its practical limitations.
Slower Cycle Times
Isostatic pressing is typically a batch process, involving loading, pressurizing, depressurizing, and unloading. This results in significantly longer cycle times compared to the high-speed, continuous nature of automated uniaxial presses.
Tooling Considerations
The flexible molds used in isostatic pressing have a finite lifespan and can be more costly and complex to design and fabricate than the hardened steel dies used for uniaxial pressing.
Dimensional Precision
While excellent for complex shapes, the "as-pressed" dimensional tolerance of parts made in flexible molds can be less precise than those made in a rigid die. For many applications, final critical dimensions are achieved through machining after sintering.
Making the Right Choice for Your Goal
Selecting the correct compaction method requires aligning the process capabilities with your component's end-use requirements.
- If your primary focus is high-volume production of simple shapes: Traditional uniaxial pressing is often more cost-effective due to its speed and automation potential.
- If your primary focus is maximum performance and reliability: Isostatic pressing is superior for creating mission-critical parts with uniform density and zero internal defects.
- If your primary focus is creating complex geometries or using brittle powders: Isostatic pressing is often the only viable method to successfully form the part without introducing fractures or flaws.
Ultimately, understanding the role of uniform pressure empowers you to select a manufacturing process that aligns precisely with your component's performance requirements.
Summary Table:
| Benefit | Description |
|---|---|
| Uniform Density | Eliminates internal stresses and density variations for consistent part properties. |
| Isotropic Properties | Provides equal strength, hardness, and thermal expansion in all directions. |
| Complex Geometries | Allows production of intricate shapes with undercuts and internal cavities. |
| Higher Green Density | Achieves better particle packing for stronger parts with less shrinkage. |
| No Lubricants Needed | Reduces contamination risks and simplifies the material process. |
Ready to enhance your lab's capabilities with reliable isostatic pressing? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to deliver uniform compaction for high-performance components. Our solutions help you achieve superior density, strength, and complex geometries while reducing defects. Contact us today to discuss how our equipment can meet your specific laboratory needs and boost your production efficiency!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are the advantages of using a Warm Isostatic Press (WIP) for batteries? Achieve Superior Interface Contact
- What is the role of the flexible material in warm isostatic pressing? Key to Uniform Density & Precision
- What is the function of hydraulic pressure in warm isostatic pressing? Achieve Uniform Material Density
- What is the process involved in warm isostatic pressing? Mastering Uniform Density with WIP Technology
- Why must composite cathodes be sealed in vacuum lamination bags for WIP? Ensure Battery Stability and Density



















