In simple terms, isostatic pressing is a manufacturing technique that uses a fluid or gas to apply uniform, equal pressure to a powder material from all directions. This process creates components with exceptionally consistent density and strength. The two primary types are Cold Isostatic Pressing (CIP), which is performed at room temperature, and Hot Isostatic Pressing (HIP), which applies both extreme pressure and high temperature simultaneously.
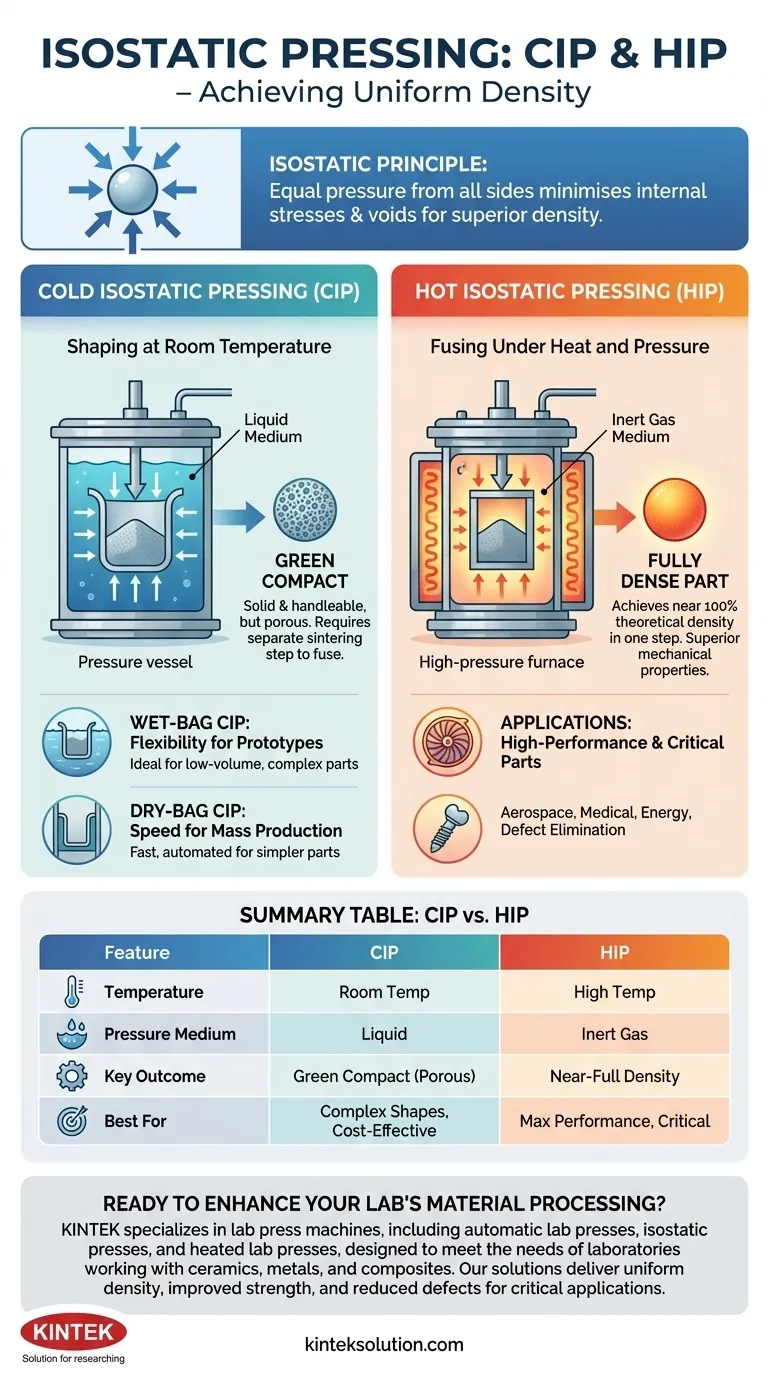
The core principle to grasp is that "isostatic" means equal pressure from all sides. Unlike conventional pressing that applies force from one or two directions, this uniform pressure minimizes internal stresses and voids, resulting in a superior, highly dense final product.

The Fundamental Principle: What is Isostatic Pressing?
The Concept of "Isostatic" Pressure
Isostatic pressing works by placing a powder-filled flexible mold into a high-pressure vessel. The vessel is then filled with a pressure-transmitting medium, typically a liquid (for CIP) or an inert gas like argon (for HIP).
When the vessel is pressurized, this medium transmits the force equally to every surface of the mold. This is fundamentally different from uniaxial pressing (like a piston in a cylinder), which compresses the powder in only one direction and can create density variations.
The Core Process
The process follows a few key steps:
- A powder material (ceramic, metal, or composite) is loaded into a flexible, sealed mold.
- The mold is placed inside a pressure vessel.
- The vessel is pressurized, compacting the powder into a solid shape.
- The pressure is released, and the compacted part is removed.
The Primary Goal: Uniform Density
The ultimate advantage of this method is the creation of a part with highly uniform density. This homogeneity improves mechanical properties like strength and fatigue resistance and reduces the chance of defects or weak points within the material.
The Two Major Categories: Cold vs. Hot Pressing
The primary distinction in isostatic pressing is the application of temperature. This choice dictates the state of the final part and its intended use.
Cold Isostatic Pressing (CIP): Shaping at Room Temperature
CIP uses a liquid medium, like water or oil, to compact powder at room temperature. The result is a part known as a "green compact."
This green part is solid and strong enough to be handled and machined, but it is still porous and has not reached its final density. It requires a subsequent furnace process, like sintering, to fuse the particles together and achieve full strength.
Hot Isostatic Pressing (HIP): Fusing Under Heat and Pressure
HIP combines immense pressure with temperatures high enough to cause sintering. It typically uses a high-pressure inert gas (like argon) to avoid chemical reactions with the material.
This process consolidates and sinters the powder in a single step, producing a component that is at or near 100% of its theoretical density. HIP is not only used for powders but can also eliminate internal porosity and defects in castings or 3D-printed metal parts.
A Note on Warm Isostatic Pressing (WIP)
While less common, Warm Isostatic Pressing (WIP) exists as an intermediate option. It operates at moderately elevated temperatures, which can help in compacting powders that are difficult to press when completely cold but do not require the full HIP treatment.
A Deeper Look at Cold Isostatic Pressing (CIP)
Because CIP is a two-step process (press then sinter), the pressing stage has been optimized for different production needs. It is further divided into two techniques.
Wet-Bag CIP: Flexibility for Prototypes
In the wet-bag method, the powder-filled mold is sealed and then submerged in the pressure fluid inside the vessel. This process is highly versatile, making it ideal for low-volume production, research and development, and creating very large or geometrically complex components.
Dry-Bag CIP: Speed for Mass Production
In the dry-bag method, the flexible mold is integrated directly into the pressure vessel wall. Powder is filled into the mold, the vessel is sealed, and pressure is applied. This approach eliminates the need to submerge and retrieve the mold, making it much faster and better suited for automation and high-volume production of simpler parts.
Understanding the Trade-offs and Applications
Why Choose CIP?
CIP is the preferred method for producing complex green compacts that will be sintered later. It is a highly cost-effective way to create net-shape or near-net-shape parts, significantly reducing the need for expensive post-sintering machining.
Why Choose HIP?
HIP is used when maximum material performance is non-negotiable. Its ability to create fully dense parts with superior mechanical properties makes it essential for high-performance applications in industries like aerospace (turbine blades), medical (implants), and energy.
Key Limitations
The primary trade-off is cost versus performance. CIP is less expensive, but the parts require a second processing step (sintering) and will not achieve the same density as a HIP'd part. HIP produces superior parts in a single cycle but involves much more expensive equipment and longer processing times.
Making the Right Choice for Your Goal
Your choice depends entirely on your end goal for the component.
- If your primary focus is cost-effective mass production of parts for later sintering: Dry-Bag CIP is the most efficient method.
- If your primary focus is creating complex prototypes or large, unique components: Wet-Bag CIP offers the necessary flexibility.
- If your primary focus is achieving maximum material density and performance for critical applications: HIP is the definitive choice, either for consolidating powders or healing defects in existing parts.
By understanding the fundamental trade-offs between pressure, temperature, and process type, you can select the precise isostatic method to achieve your desired material properties and production goals.
Summary Table:
| Type | Temperature | Pressure Medium | Key Features | Common Applications |
|---|---|---|---|---|
| Cold Isostatic Pressing (CIP) | Room Temperature | Liquid (e.g., water, oil) | Produces green compacts for sintering; cost-effective for complex shapes | Prototypes, large components, mass production |
| Hot Isostatic Pressing (HIP) | High Temperature | Inert Gas (e.g., argon) | Achieves near-full density in one step; superior strength and defect elimination | Aerospace, medical implants, high-performance parts |
Ready to enhance your lab's material processing? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the needs of laboratories working with ceramics, metals, and composites. Our solutions deliver uniform density, improved strength, and reduced defects for critical applications. Contact us today to discuss how our equipment can optimize your production and achieve your material goals!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
People Also Ask
- What is the function of hydraulic pressure in warm isostatic pressing? Achieve Uniform Material Density
- What is the function of elastic molds in warm isostatic pressing? Achieve Uniform Density in Composite Particles
- Why must composite cathodes be sealed in vacuum lamination bags for WIP? Ensure Battery Stability and Density
- What is the mechanism of a Warm Isostatic Press (WIP) on cheese? Master Cold Pasteurization for Superior Safety
- What is the process involved in warm isostatic pressing? Mastering Uniform Density with WIP Technology



















