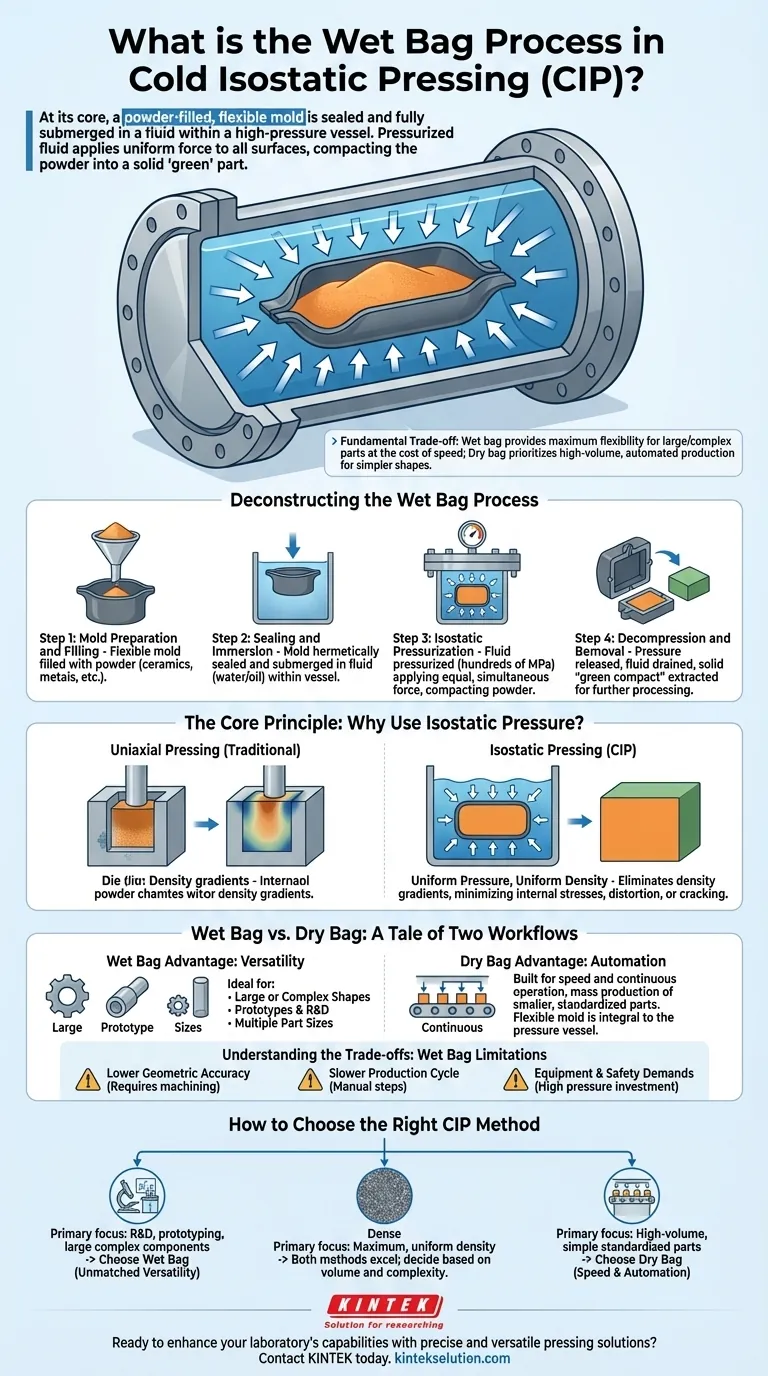
At its core, the wet bag process in Cold Isostatic Pressing (CIP) is a method where a powder-filled, flexible mold is sealed and then fully submerged in a fluid within a high-pressure vessel. The fluid is then pressurized, applying uniform force to all surfaces of the mold. This compacts the powder into a solid, uniform "green" part that is strong enough for handling and further processing.
The choice between wet bag and dry bag CIP is not about which is superior, but about a fundamental trade-off: The wet bag process provides maximum flexibility for large or complex parts at the cost of speed, while the dry bag process prioritizes high-volume, automated production for simpler shapes.

Deconstructing the Wet Bag Process
The term "wet bag" directly refers to the key step in the process: the mold, or "bag," comes into direct contact with the pressurizing fluid.
Step 1: Mold Preparation and Filling
First, a flexible, elastomeric mold is created in the desired shape of the final component. This mold is then carefully filled with the powdered material, which can range from ceramics and metals to graphite and plastics.
Step 2: Sealing and Immersion
The filled mold is hermetically sealed to prevent the pressurizing fluid from contaminating the powder. The entire sealed assembly is then loaded into a high-pressure vessel and submerged in a liquid medium, typically water or oil.
Step 3: Isostatic Pressurization
The vessel is sealed, and the fluid is pressurized, usually to several hundred megapascals (MPa). Because the pressure is transmitted hydrostatically, it is applied equally and simultaneously to every surface of the mold. This compacts the powder into a solid mass with highly uniform density.
Step 4: Decompression and Removal
After a set time, the vessel is depressurized, the fluid is drained, and the mold is removed. The resulting solid part, known as a "green compact," is then carefully extracted from the flexible mold. It now has sufficient strength to be handled, machined, or moved to a subsequent sintering furnace.
The Core Principle: Why Use Isostatic Pressure?
Understanding why CIP is used at all is key to appreciating the role of the wet bag method. The goal is to overcome the limitations of traditional uniaxial (single-direction) pressing.
Uniform Pressure, Uniform Density
In uniaxial pressing, friction between the powder and the die walls creates density gradients in the part. Isostatic pressing eliminates this issue. The all-around pressure ensures that the final green compact has a highly consistent and homogenous density, minimizing internal stresses, distortion, or cracking.
Creating a "Green" Preform
The objective of CIP is not to create a finished part. It is to produce a preform or billet with high integrity. This "green" part can then be easily machined to a more precise shape before the final, energy-intensive sintering process that fully bonds the material.
Wet Bag vs. Dry Bag: A Tale of Two Workflows
The wet bag process does not exist in a vacuum. Its primary alternative, the dry bag process, serves a very different production need.
The Wet Bag Advantage: Versatility
The wet bag method is defined by its operational flexibility. Because the mold is a separate, mobile tool, it is ideal for:
- Large or Complex Shapes: Molds are not constrained by the fixed geometry of a press.
- Prototypes and R&D: It is cost-effective for producing single pieces or small batches for research and trial production.
- Multiple Part Sizes: A single pressure vessel can process molds of various shapes and sizes in one cycle.
The Dry Bag Advantage: Automation
In the dry bag process, the flexible mold is an integral part of the pressure vessel itself. Powder is loaded directly into this built-in mold, the pressure is applied, and the part is ejected. The mold never leaves the press and never touches the liquid medium.
This design is built for speed and continuous operation, making it ideal for mass production of smaller, standardized parts like spark plug insulators or carbide rods. However, it sacrifices the shape and size flexibility of the wet bag method.
Understanding the Trade-offs
While powerful, the wet bag CIP process comes with inherent limitations that must be considered.
Lower Geometric Accuracy
The use of a flexible mold means that the resulting green compact will have less dimensional precision than a part made in a rigid steel die. Subsequent machining is almost always required to achieve tight tolerances.
Slower Production Cycle
The process of filling, sealing, loading, and unloading molds manually makes the wet bag process significantly slower than its dry bag counterpart. It is not a viable solution for high-volume manufacturing.
Equipment and Safety Demands
CIP systems operate at extremely high pressures. The pressure vessels must be engineered for robust, safe operation, which represents a significant capital investment and requires strict maintenance and safety protocols.
How to Choose the Right CIP Method
Your choice is a strategic decision based entirely on your production goals.
- If your primary focus is R&D, prototyping, or producing large, intricate components: The wet bag process is the ideal choice due to its unmatched versatility in part size and shape.
- If your primary focus is high-volume manufacturing of simple, standardized parts: The dry bag process is superior, offering the speed and automation required for mass production.
- If your primary focus is achieving maximum, uniform density in a preform: Both methods excel at this, so the decision should be driven by your required production volume and part complexity.
Ultimately, understanding these distinct workflows empowers you to select the precise manufacturing path that aligns with your project's scale, complexity, and goals.
Summary Table:
| Aspect | Wet Bag Process Details |
|---|---|
| Process | Powder-filled flexible mold submerged in fluid, pressurized for uniform compaction |
| Key Steps | Mold filling, sealing, immersion, pressurization, decompression, part removal |
| Advantages | High versatility for large/complex shapes, ideal for prototypes and R&D, uniform density |
| Limitations | Lower geometric accuracy, slower production, higher equipment demands |
| Best For | R&D, prototyping, large or intricate components, low to medium volumes |
| Comparison to Dry Bag | More flexible but slower; dry bag is automated for high-volume, simple parts |
Ready to enhance your laboratory's capabilities with precise and versatile pressing solutions? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored to meet your R&D and production needs. Whether you're prototyping complex parts or requiring uniform density in preforms, our equipment ensures reliability and efficiency. Contact us today to discuss how our CIP systems can benefit your projects and streamline your processes!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
















