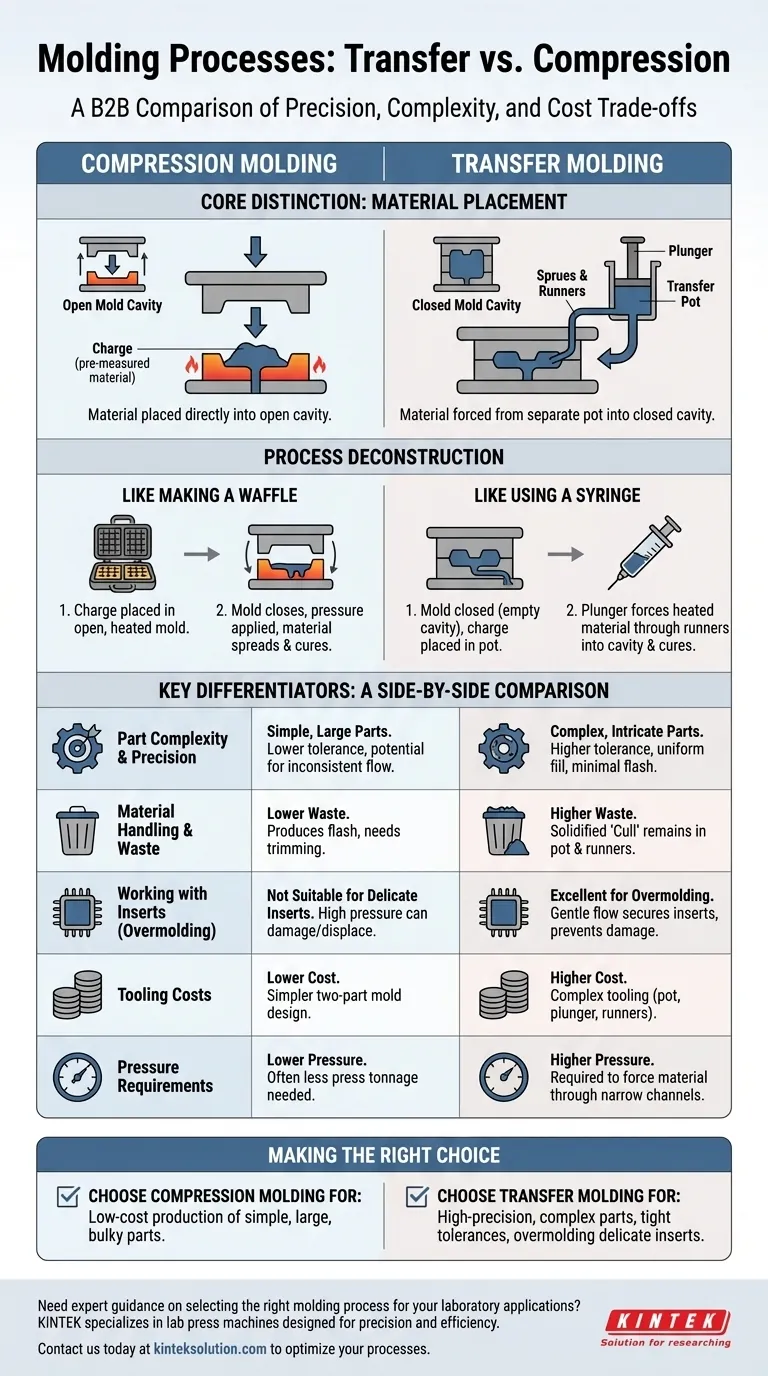
At its core, the primary difference between transfer and compression molding lies in where the material is placed before the mold is fully closed. In compression molding, the material is placed directly into the open mold cavity. In transfer molding, the mold is closed first, and the material is then forced from a separate chamber into the closed cavity under pressure. This fundamental distinction drives all other differences in precision, complexity, and application.
The decision between these two processes is a classic engineering trade-off. Compression molding offers simplicity and lower waste for basic shapes, while transfer molding delivers superior precision and the ability to create complex parts, but at the cost of more complex tooling and some inherent material waste.

Deconstructing the Processes: Two Paths to a Final Part
To truly understand the differences, you must visualize how each process works. While both use heat and pressure to shape thermoset materials, the sequence of operations is entirely different.
How Compression Molding Works
Think of compression molding like making a waffle.
A pre-measured amount of the molding compound, called a charge, is placed directly into the bottom half of a heated, open mold. The top half of the mold then closes, applying immense pressure. This pressure forces the material to spread and fill the entire cavity, and the heat cures it into its final, solid shape.
How Transfer Molding Works
Think of transfer molding like using a syringe to fill a container.
First, the two halves of the mold are closed, leaving the part cavity empty. The charge of thermoset material is placed into a separate chamber connected to the cavity, known as the transfer pot. A plunger then pushes this heated, softened material from the pot through channels (sprues and runners) and into the empty, closed mold cavity. The heat and pressure are maintained until the part cures.
Key Differentiators: A Side-by-Side Comparison
The procedural differences create distinct advantages and disadvantages that make each method suitable for different types of products.
Part Complexity and Precision
Transfer molding produces parts with higher dimensional tolerance and more intricate detail. Because the mold is already closed when the material flows in, it minimizes flash (excess material squeezing out of the parting line) and ensures a more uniform fill, even for complex geometries.
Compression molding is better suited for simpler, often larger parts where razor-sharp precision is less critical. The act of closing the mold on the material can sometimes lead to inconsistent flow.
Material Handling and Waste
In transfer molding, a small amount of material is always left behind in the pot and runners after the part is formed. This solidified waste, called the cull, must be discarded.
Compression molding is generally a lower-waste process. While it can produce flash that needs to be trimmed, the amount of wasted material is typically less than the cull from transfer molding.
Working with Inserts
Transfer molding is the superior choice for overmolding, which involves molding plastic around a pre-placed item, such as a metal pin, electronic component, or threaded insert.
Because the mold is closed before the material is introduced, delicate inserts are held securely in place. The gentle, consistent flow of material around them prevents damage or displacement. In compression molding, the high pressure of the mold closing directly onto the material and insert could easily bend, break, or misalign the insert.
Understanding the Trade-offs: Cost vs. Capability
Choosing a process is not about which is "better," but which is right for your part's requirements and your project's budget.
The Case for Compression Molding
This process uses simpler, less expensive molds and produces less material waste. For large, bulky parts with relatively simple geometry (like electrical insulators or automotive panels), it is often the most cost-effective solution.
The Case for Transfer Molding
This process is chosen when precision is paramount. It excels at producing smaller, more complex parts with tight tolerances and sharp details. Its ability to safely encapsulate delicate inserts makes it indispensable for manufacturing integrated electronic components and connectors.
Tooling Costs and Pressure Requirements
Transfer molding requires more complex and therefore more expensive tooling due to the pot, plunger, and runner system. It also requires higher pressures to force the material through the narrow channels into the cavity.
Compression molds are simpler two-part designs, leading to lower initial tooling investment and often requiring less press tonnage for parts of a similar size.
Making the Right Choice for Your Application
Your part's design intent and production goals will point you to the correct process.
- If your primary focus is low-cost production of simple, large parts: Compression molding is almost always the more economical and efficient choice.
- If your primary focus is high-precision, complex parts with intricate features: Transfer molding's controlled material flow provides the necessary accuracy and detail.
- If your project involves overmolding delicate inserts like electronics or pins: Transfer molding is the only reliable method to prevent damage and ensure part integrity.
Ultimately, selecting the right molding process is about aligning the method's capabilities with your component's specific functional and financial requirements.
Summary Table:
| Aspect | Compression Molding | Transfer Molding |
|---|---|---|
| Material Placement | Placed in open mold cavity | Forced into closed mold under pressure |
| Part Complexity | Best for simple, large parts | Ideal for complex, intricate parts |
| Precision | Lower dimensional tolerance | Higher dimensional tolerance, less flash |
| Material Waste | Lower waste, some flash | Higher waste due to cull in pot and runners |
| Insert Handling | Not suitable for delicate inserts | Excellent for overmolding and encapsulating inserts |
| Tooling Cost | Lower cost, simpler molds | Higher cost, complex molds with pot and runners |
| Pressure Requirements | Lower pressure needed | Higher pressure required for material flow |
Need expert guidance on selecting the right molding process for your laboratory applications? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet your precision and efficiency needs. Whether you're working with thermoset materials for complex parts or simple shapes, our equipment ensures reliable performance and superior results. Contact us today to discuss how our solutions can optimize your molding processes and enhance your lab's productivity!
Visual Guide
Related Products
- Lab XRF Boric Acid Powder Pellet Pressing Mold for Laboratory Use
- Lab Isostatic Pressing Molds for Isostatic Molding
- XRF KBR Plastic Ring Lab Powder Pellet Pressing Mold for FTIR
- Lab Infrared Press Mold for No Demolding
- Lab Anti-Cracking Press Mold
People Also Ask
- How should one choose between a manual and automatic XRF pellet press? Maximize Accuracy and Efficiency in Your Lab
- What are the primary factors to consider when deciding between a manual and an automatic XRF pellet press? Optimize Your Lab's Efficiency
- What should be included in a checklist for making XRF pellets? Ensure Accurate and Repeatable XRF Analysis
- What are the main methods for preparing XRF pellets? Boost Accuracy and Efficiency in Your Lab
- What are the different pellet pressing options for XRF sample preparation? Choose the Best Method for Accurate Analysis



















