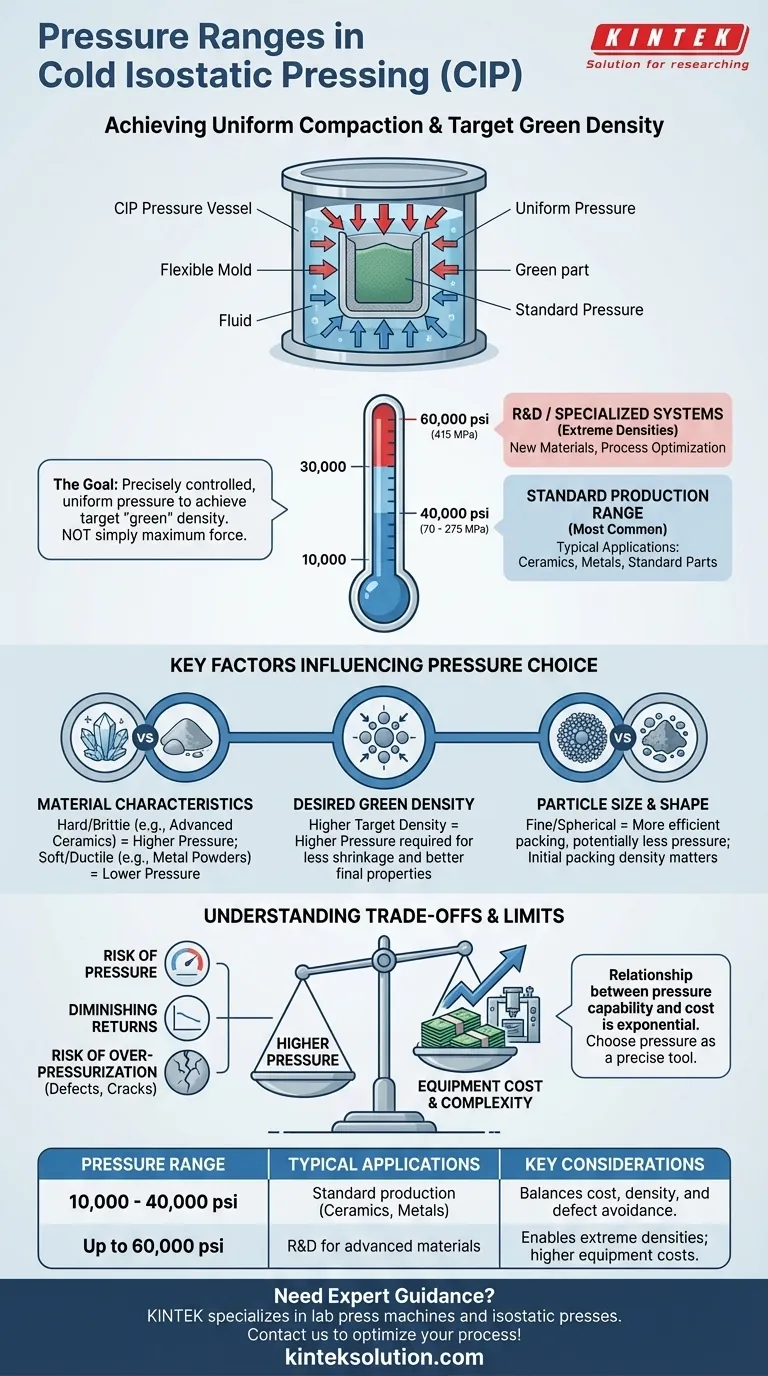
In Cold Isostatic Pressing (CIP), the vast majority of materials are compacted using pressures between 10,000 and 40,000 psi (approximately 70 to 275 MPa). While this is the standard production range, specialized research and development systems may operate at pressures up to 60,000 psi (415 MPa) to test new materials or achieve extreme densities.
The goal of CIP is not simply to apply maximum force, but to use precisely controlled, uniform pressure to achieve a target "green" density. Selecting the right pressure is a balance between achieving sufficient compaction and avoiding the diminishing returns and potential defects caused by over-pressurization.

The Role of Pressure in Uniform Compaction
Cold Isostatic Pressing uses a fluid to apply equal pressure from all directions onto a powder sealed in a flexible mold. This fundamental mechanism is what makes the process so effective.
Eliminating Voids and Increasing Density
The primary function of pressure is to collapse the voids between individual powder particles. As pressure increases, particles are forced into a tighter arrangement, significantly increasing the density of the compact.
Achieving Isotropic Properties
Because the pressure is applied uniformly (isostatically), the resulting density is consistent throughout the part. This avoids the density gradients common in uniaxial pressing, leading to more predictable shrinkage during the final sintering stage.
Creating the "Green" Part
The result of CIP is a "green" part—a fragile compact held together by mechanical interlocking of the particles. It has enough strength to be handled and machined before final sintering, but it has not yet achieved its final material properties. The pressure level directly determines this green strength and density.
Key Factors Influencing Your Pressure Choice
The ideal pressure is not a single number; it is dependent on your specific material, part geometry, and desired outcome.
Material Characteristics
Different materials respond differently to pressure. Hard, brittle materials like advanced ceramics (e.g., silicon nitride) often require higher pressures to overcome inter-particle friction and achieve high density. Softer, more ductile materials like many metal powders can be compacted effectively at lower pressures.
Desired Green Density
Your target green density is a critical factor. A higher green density generally leads to less shrinkage and better final properties after sintering. To achieve a higher green density, you will typically need to apply higher pressure.
Particle Size and Shape
Fine, spherical powders tend to pack more efficiently and may require less pressure to reach a given density compared to coarse, irregularly shaped powders. The initial packing density of the powder in the mold plays a significant role.
Understanding the Trade-offs and Limits
Applying more pressure is not always better. Understanding the practical and physical limitations is crucial for an efficient and successful process.
The Point of Diminishing Returns
For any given powder, there is a pressure beyond which further increases yield very little gain in density. At this point, you are primarily spending more on energy and creating more stress on your equipment for a negligible improvement.
The Risk of Over-Pressurization
Excessively high pressure can sometimes introduce defects. During decompression, trapped air can expand rapidly, causing internal cracks or lamination. This is especially a concern with very fine powders or complex part geometries.
Equipment Capability and Cost
The relationship between pressure capability and equipment cost is exponential. A system rated for 60,000 psi is significantly more expensive to build, operate, and maintain than one rated for 30,000 psi. Your pressure choice has a direct and significant impact on capital investment.
Making the Right Choice for Your Application
Use your desired outcome to guide your pressure selection.
- If your primary focus is standard production of common materials (e.g., alumina, simple metal parts): A pressure in the 15,000 to 30,000 psi range is often the most cost-effective solution.
- If your primary focus is high-performance components (e.g., advanced ceramics, refractory metals): You will likely need to operate in the higher 30,000 to 40,000 psi range to achieve the required green density and final properties.
- If your primary focus is material development or process optimization: A system capable of reaching up to 60,000 psi provides the flexibility to explore the full compaction behavior of new and challenging materials.
Ultimately, choosing the right pressure is about using it as a precise tool to achieve uniform density, not as a brute force hammer.
Summary Table:
| Pressure Range | Typical Applications | Key Considerations |
|---|---|---|
| 10,000 - 40,000 psi | Standard production of ceramics and metals | Balances cost, density, and defect avoidance |
| Up to 60,000 psi | R&D for advanced materials | Enables extreme densities but higher equipment costs |
Need expert guidance on selecting the right CIP pressure for your materials? KINTEK specializes in lab press machines, including isostatic presses, to help laboratories achieve precise compaction and uniform density. Contact us today via our contact form to discuss how our solutions can optimize your process and enhance efficiency!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
















