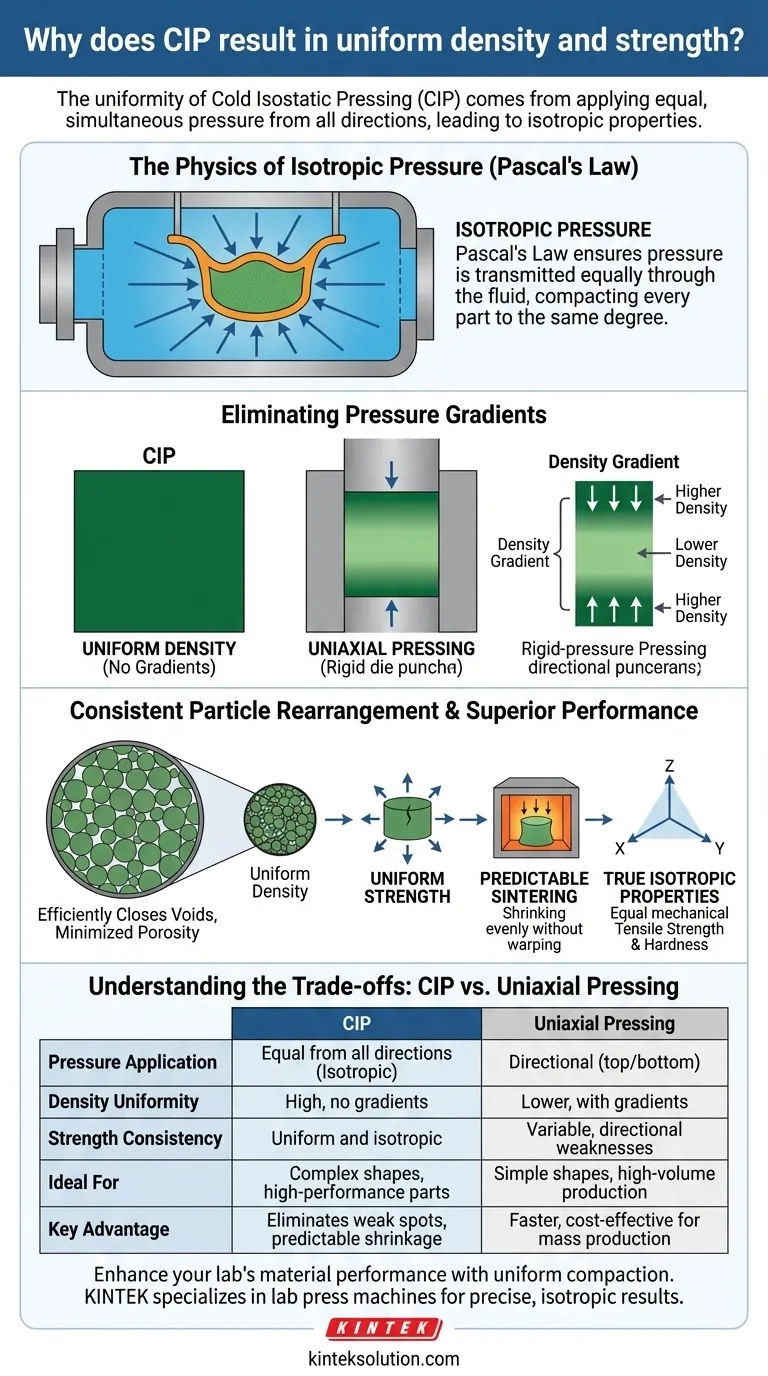
The uniformity achieved by Cold Isostatic Pressing (CIP) comes from one fundamental principle: the application of equal, simultaneous pressure from all directions. This is possible because the component, typically a powder held in a flexible mold, is submerged in a fluid that is then pressurized. According to Pascal's law, this pressure is transmitted equally throughout the fluid, ensuring every part of the component is compacted to the same degree, resulting in exceptionally uniform density and strength.
The critical advantage of CIP is not just compaction, but the isotropic (uniform in all directions) nature of that compaction. Unlike traditional methods that create directional weaknesses, CIP builds a foundation of uniform density that translates directly to predictable, high-performance final parts.

The Physics of Isotropic Pressure
To understand why CIP is so effective, we must first look at the physics of how pressure is applied. The method's success is rooted in its ability to overcome the limitations of traditional pressing.
Pascal's Law in Action
At the heart of CIP is Pascal's law. This principle states that a pressure change at any point in a confined fluid is transmitted undiminished to every other point.
In a CIP system, the powdered material is sealed in a flexible mold and placed inside a high-pressure vessel filled with a liquid (like water or oil). When the vessel is pressurized, that pressure pushes on the mold equally from every conceivable angle.
Eliminating Pressure Gradients
This is in stark contrast to uniaxial pressing, where pressure is applied from one or two directions (e.g., top and bottom). In that method, friction between the powder and the rigid die walls causes the pressure to drop as it travels through the powder.
The result of uniaxial pressing is a density gradient, where the part is densest near the punches and less dense in the middle and near the die walls. CIP has no die walls to create this friction, completely eliminating this common source of defects.
Consistent Particle Rearrangement
The uniform, all-around pressure allows the powder particles to rearrange and pack together with incredible consistency throughout the entire volume. This process efficiently closes up voids between particles.
By minimizing porosity in a uniform way, CIP creates a "green" part (the pre-sintered state) that is free of the internal weak spots that plague other methods.
From Uniform Density to Superior Performance
Uniform density is not the end goal; it is the means to achieving a component with reliable and predictable mechanical properties.
Uniform Density Creates Uniform Strength
The strength of a powdered metal or ceramic part is directly related to its density. Areas with lower density (higher porosity) are inherently weaker.
These porous regions act as stress concentrators, which are starting points for cracks to form and propagate when the part is under load. Because CIP minimizes these variations, the resulting component has consistent strength throughout.
Predictable Shrinkage During Sintering
Most pressed parts must be sintered—a high-temperature process that fuses the particles together to achieve final strength. During sintering, the part shrinks.
If a part has non-uniform density, it will shrink unevenly, leading to warping, cracking, or dimensional inaccuracies. The uniform density provided by CIP ensures that the part shrinks predictably and uniformly, resulting in a final product that matches the design intent.
Truly Isotropic Properties
The ultimate benefit is a component with isotropic properties. This means its mechanical characteristics, such as tensile strength and hardness, are the same regardless of the direction in which they are measured. This is critical for high-performance applications where stresses can come from complex, multi-directional sources.
Understanding the Trade-offs: CIP vs. Uniaxial Pressing
No single method is perfect for every application. The choice between CIP and more traditional methods involves clear trade-offs.
CIP: For Ultimate Uniformity
CIP is the ideal choice for parts where structural integrity and predictable performance are non-negotiable. It excels at producing complex geometries that would be impossible to press uniformly in a rigid die.
Uniaxial Pressing: For Speed and Volume
Uniaxial pressing is significantly faster, more easily automated, and less expensive per part. It is the dominant method for producing high volumes of simple shapes like industrial bushings, gears, or pharmaceutical tablets.
The Core Difference: Control vs. Speed
The fundamental trade-off is between the precise, uniform control of CIP and the raw speed of uniaxial pressing. The directional pressure of uniaxial methods is their greatest weakness from a quality perspective but their greatest strength from a production-speed perspective.
Making the Right Choice for Your Application
Selecting the correct powder compaction method depends entirely on the geometric complexity and performance requirements of your final component.
- If your primary focus is maximum structural integrity and isotropic strength: CIP is the superior choice because its uniform pressure guarantees consistent density and eliminates internal weak points.
- If your primary focus is high-volume production of simple shapes: Uniaxial pressing is more cost-effective and faster, provided you can design around some level of density variation.
- If your primary focus is creating complex shapes without defects: CIP excels because the flexible mold and uniform pressure prevent the stress concentrations and cracking common when pressing complex geometries in a rigid die.
Ultimately, high-performance material fabrication is a game of control, and CIP offers the most uniform control over particle compaction available.
Summary Table:
| Aspect | CIP (Cold Isostatic Pressing) | Uniaxial Pressing |
|---|---|---|
| Pressure Application | Equal from all directions (isotropic) | Directional (top/bottom) |
| Density Uniformity | High, no gradients | Lower, with gradients |
| Strength Consistency | Uniform and isotropic | Variable, directional weaknesses |
| Ideal For | Complex shapes, high-performance parts | Simple shapes, high-volume production |
| Key Advantage | Eliminates weak spots, predictable shrinkage | Faster, cost-effective for mass production |
Ready to enhance your lab's material performance with uniform compaction? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to deliver precise, isotropic results for your high-performance applications. Contact us today to discuss how our solutions can optimize your processes and ensure reliable, defect-free parts!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
















