At its core, isostatic pressing achieves uniform density and strength by applying pressure equally to every surface of a powdered component simultaneously. Unlike traditional uniaxial pressing, which applies force from one or two directions, this method uses a fluid medium to ensure pressure is transmitted uniformly, eliminating the internal inconsistencies that weaken a final part.
The fundamental problem with pressing powders is achieving consistent compaction throughout the part. Isostatic pressing solves this by using a fluid—which cannot be compressed unevenly—to act as a perfect pressure transmitter, guaranteeing uniform density before the component is ever heated.

The Core Principle: Overcoming Directional Limitations
The key to understanding isostatic pressing is to first recognize the flaw in conventional methods.
The Problem with Uniaxial Pressing
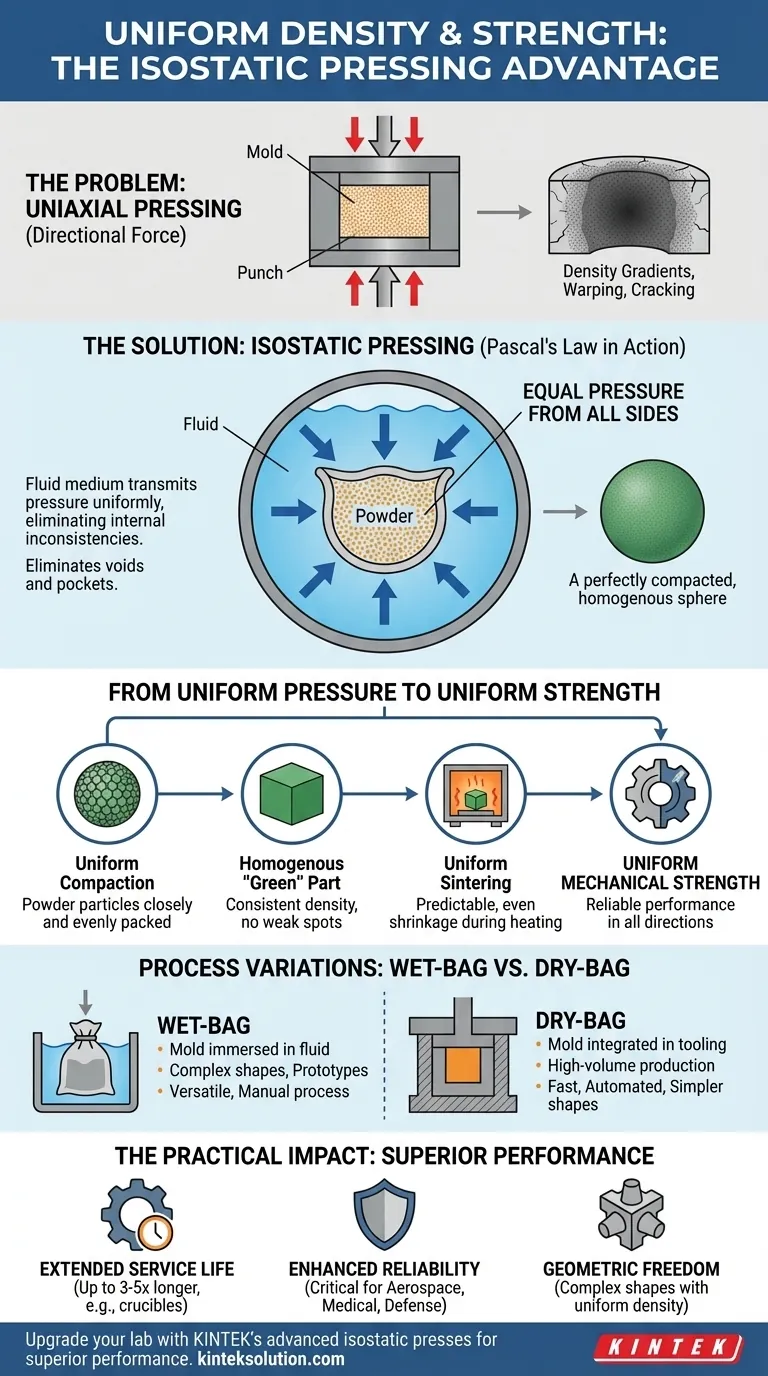
In traditional uniaxial (or die) pressing, pressure is applied from one or two directions. This creates high-pressure zones directly under the punch and low-pressure "shadow" zones elsewhere, leading to significant variations in density within the part.
These density gradients are a primary source of warping, cracking, and inconsistent mechanical properties after the part is fired or sintered.
The Isostatic Solution: Pascal's Law in Action
Isostatic pressing subverts this problem by placing the powdered material inside a flexible, sealed mold. This mold is then submerged in a fluid (like water or oil) within a high-pressure chamber.
When the chamber is pressurized, the fluid transmits that pressure equally to every point on the mold's surface, a principle known as Pascal's Law. The force is applied from all directions at once—isostatically.
Eliminating Voids and Pockets
This all-around, uniform pressure compacts the powder evenly, collapsing internal voids and air pockets from every direction. It ensures that the density at the core of the component is the same as the density at its surface, regardless of the part's geometric complexity.
How the Process Translates to Uniform Strength
The uniformity achieved during compaction has a direct and critical impact on the final component's integrity.
Consistent Microstructure
Because the powder particles are packed together with consistent density, the resulting "green" part is homogenous. There are no built-in weak spots or areas of high internal stress.
Uniform Shrinkage During Sintering
When the compacted part is subsequently heated (sintered) to fuse the particles together, it shrinks. A part with uniform green density will shrink predictably and uniformly.
A part with density gradients, however, will shrink at different rates in different areas, creating internal stresses that can lead to cracking, warping, and a failure to meet dimensional tolerances.
Strength in All Directions
The resulting homogenous microstructure means the final component possesses uniform mechanical strength. It can withstand stress equally well regardless of the direction from which it is applied, a critical feature for high-performance applications.
Understanding the Process Variations
Isostatic pressing is not a single method but a category that includes two primary techniques, each with its own advantages.
Wet-Bag Isostatic Pressing
In this method, the sealed, powder-filled mold (the "wet bag") is physically immersed in the pressurizing fluid.
This approach is extremely versatile and ideal for producing complex shapes, prototypes, or small production runs. However, it is a more manual process with longer cycle times.
Dry-Bag Isostatic Pressing
In dry-bag pressing, the flexible mold is integrated directly into the pressure vessel tooling. The pressurizing fluid is contained within channels in the tooling and never makes direct contact with the outside of the mold.
This method is much faster, easily automated, and suited for high-volume production of simpler, standardized shapes.
The Practical Impact: Superior Component Performance
The theoretical benefits of uniform density translate into measurable real-world advantages.
Extended Service Life
Components subjected to extreme thermal or mechanical stress, like silicon carbide crucibles, see a dramatic increase in durability. Parts made via isostatic pressing can have a service life 3 to 5 times longer than those made with conventional methods.
Enhanced Reliability
For critical applications in aerospace, medical, or defense, predictable performance is non-negotiable. Isostatic pressing provides a level of reliability and consistency that is difficult to achieve with directional compaction.
Geometric Freedom
Complex geometries, including parts with undercuts or varying wall thicknesses, can be produced with uniform density. This is nearly impossible with rigid dies, which struggle to distribute pressure evenly across intricate shapes.
Making the Right Choice for Your Goal
Selecting the right compaction method depends entirely on your project's specific priorities.
- If your primary focus is high-volume production of simple shapes: Dry-bag isostatic pressing offers the best combination of speed, automation, and uniform quality.
- If your primary focus is prototyping or complex geometries: Wet-bag isostatic pressing provides the design flexibility needed for research, development, and low-volume manufacturing.
- If your primary focus is ultimate component reliability and strength: Any form of isostatic pressing is vastly superior to uniaxial methods for creating parts that must perform without failure.
By leveraging fluid dynamics to achieve truly isotropic pressure, this process builds uniformity and strength into a component from the very first step of its creation.
Summary Table:
| Aspect | Description |
|---|---|
| Core Principle | Applies equal pressure via fluid medium (Pascal's Law) for uniform compaction |
| Process Variations | Wet-bag for complex shapes, dry-bag for high-volume production |
| Key Benefits | Eliminates density gradients, reduces warping/cracking, extends component life |
| Applications | Aerospace, medical, defense, and high-performance materials |
Upgrade your laboratory's capabilities with KINTEK's advanced isostatic presses! Whether you need an automatic lab press, isostatic press, or heated lab press, our solutions deliver uniform density and strength for reliable components. Serving laboratories in research and production, we help you achieve superior material performance and extended service life. Contact us today to discuss how our lab press machines can meet your specific needs and boost your efficiency!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What is the significance of temperature control in Warm Isostatic Pressing? Unlock Uniform Densification and Process Stability
- What is the mechanism of a Warm Isostatic Press (WIP) on cheese? Master Cold Pasteurization for Superior Safety
- How does Warm Isostatic Pressing differ from traditional pressing methods? Unlock Uniform Density for Complex Parts
- Why must composite cathodes be sealed in vacuum lamination bags for WIP? Ensure Battery Stability and Density
- What is the process involved in warm isostatic pressing? Mastering Uniform Density with WIP Technology



















