The wet-bag cold isostatic pressing (CIP) process works by taking a powder-filled, sealed, flexible mold and fully submerging it in a liquid-filled pressure vessel. An external pump then pressurizes the liquid, which transmits that pressure uniformly to all surfaces of the mold. This even, all-around compression compacts the loose powder into a solid, high-density part known as a "green" compact.
The core principle of wet-bag CIP is its use of direct fluid immersion to apply perfectly uniform pressure. This makes it a slower, more deliberate process than other methods, but it is unmatched for creating large, complex, or prototype parts with superior density and structural integrity.

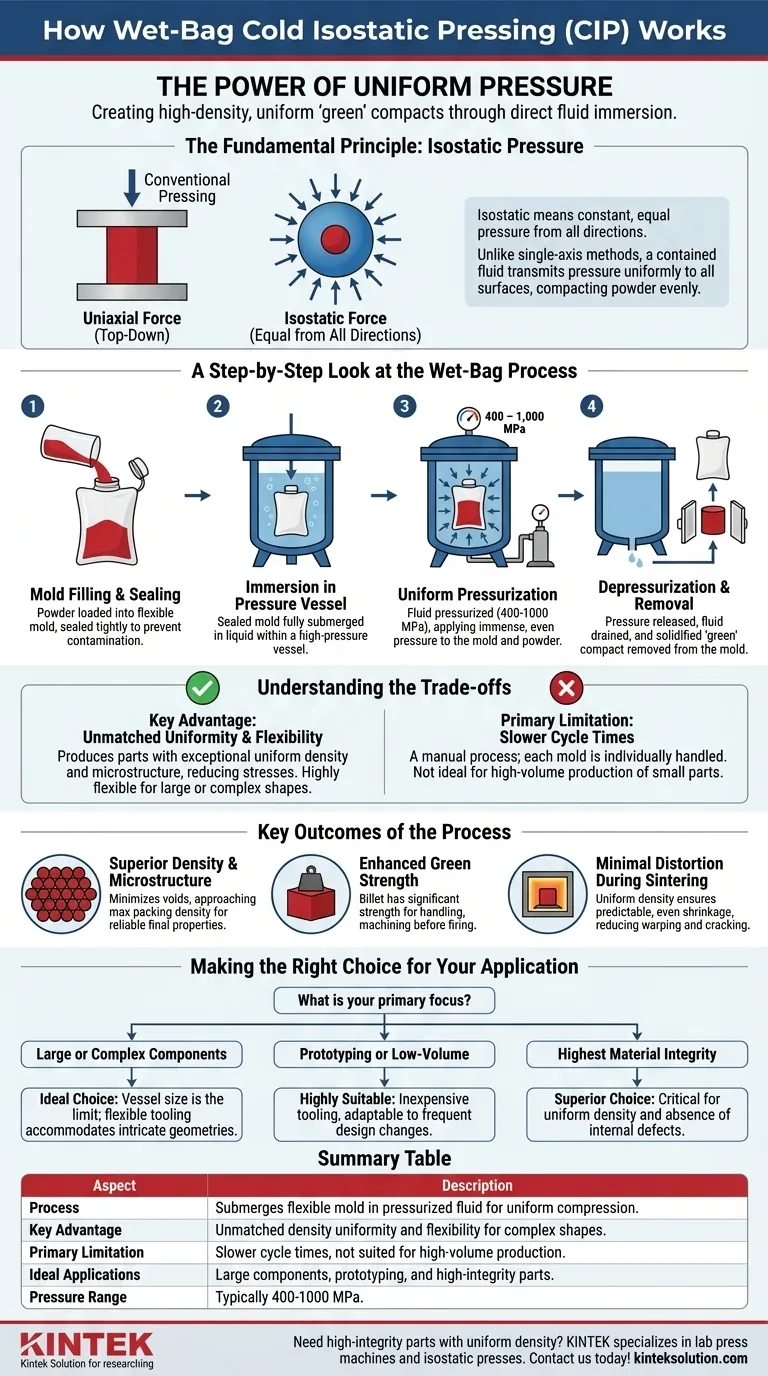
The Fundamental Principle: Isostatic Pressure
What "Isostatic" Means
The term isostatic refers to a state of constant, equal pressure from all directions.
Unlike conventional pressing that applies force along a single axis (top-down), isostatic pressing uses a liquid medium—typically water or oil—to transmit pressure. Because a contained fluid exerts pressure equally on all surfaces it touches, the powder-filled mold is squeezed uniformly from every angle.
The Goal: From Loose Powder to a Solid Billet
The primary objective of CIP is to transform a loose powder into a solid, homogeneous mass, often called a billet or green part.
This compacted part has enough "green strength" to be handled, machined, or moved to the next manufacturing step, which is usually sintering (firing in a furnace) to create the final, fully dense component.
A Step-by-Step Look at the Wet-Bag Process
The "wet-bag" name comes from the fact that the tooling (the flexible mold or "bag") gets wet by being directly immersed in the pressure fluid.
Step 1: Mold Filling and Sealing
First, the powdered material is carefully loaded into a flexible mold, which is typically made from an elastomer like rubber or polyurethane. This mold defines the final shape of the component. The mold is then tightly sealed to prevent the pressure fluid from contaminating the powder.
Step 2: Immersion in the Pressure Vessel
The sealed, filled mold is placed inside a high-pressure vessel. The vessel is then filled with the working fluid, completely submerging the mold.
Step 3: Uniform Pressurization
An external high-pressure pump increases the pressure of the fluid inside the vessel, often to levels between 400 and 1,000 MPa. This immense pressure is applied evenly across the entire external surface of the flexible mold. The mold transmits this pressure directly to the powder within, compressing it and eliminating voids and air pockets.
Step 4: Depressurization and Removal
Once the desired density is reached, the pressure is released, and the working fluid is drained. The mold containing the newly solidified part is then removed from the vessel. After unsealing, the compacted green part is extracted, ready for subsequent processing.
Understanding the Trade-offs of Wet-Bag CIP
No manufacturing process is without compromises. Understanding the trade-offs of wet-bag CIP is critical for determining if it is the right choice for your application.
The Key Advantage: Unmatched Uniformity and Flexibility
Because pressure is applied from all sides, the resulting part has an exceptionally uniform density and microstructure. This significantly reduces internal stresses and the risk of warping or cracking during firing. The process is also highly flexible, capable of producing very large or intricately shaped components that are difficult or impossible with other methods.
The Primary Limitation: Slower Cycle Times
The wet-bag process is inherently manual. Each mold must be individually filled, sealed, loaded into the vessel, unloaded, and opened. This makes the cycle times much longer compared to automated processes like dry-bag CIP or uniaxial pressing. It is therefore not ideal for high-volume production of small, simple parts.
Key Outcomes of the Process
The unique nature of wet-bag CIP yields distinct advantages in the final product.
Superior Density and Microstructure
By eliminating voids more effectively than single-axis pressing, CIP produces green parts that are close to the powder's maximum packing density. This uniformity is critical for achieving predictable and reliable properties in the final sintered material.
Enhanced Green Strength
The compacted billet is a solid mass with significant strength before it is ever fired. This allows it to be handled, transported, and even undergo light machining without breaking or crumbling.
Minimal Distortion During Sintering
Because the density is uniform throughout the part, it shrinks predictably and evenly during the final sintering stage. This minimizes the distortion, warping, and cracking common in less uniformly compacted parts.
Making the Right Choice for Your Application
Use the following guidelines to determine if wet-bag CIP aligns with your project's goals.
- If your primary focus is producing large or complex components: Wet-bag CIP is ideal, as the vessel size is the main limitation and the flexible tooling can accommodate intricate geometries.
- If your primary focus is prototyping or low-volume production: This method is highly suitable because tooling is relatively inexpensive and the process is adaptable to frequent design changes.
- If your primary focus is achieving the highest possible material integrity: Wet-bag CIP is the superior choice for critical applications where uniform density and the absence of internal defects are non-negotiable.
By understanding its principles and trade-offs, you can leverage wet-bag CIP to produce high-integrity components that are impossible to create with other compaction methods.
Summary Table:
| Aspect | Description |
|---|---|
| Process | Submerges flexible mold in pressurized fluid for uniform compression |
| Key Advantage | Unmatched density uniformity and flexibility for complex shapes |
| Primary Limitation | Slower cycle times, not suited for high-volume production |
| Ideal Applications | Large components, prototyping, and high-integrity parts |
| Pressure Range | Typically 400-1000 MPa |
Need high-integrity parts with uniform density? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored for laboratory needs. Our solutions ensure superior compaction for large, complex, or prototype components. Contact us today to discuss how our expertise can enhance your manufacturing process!
Visual Guide
Related Products
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What is the primary function of a Cold Isostatic Press (CIP) in NASICON preparation? Achieve 96% Theoretical Density
- How does a Cold Isostatic Press (CIP) increase Bi-2223/Ag current density? Boost Superconductivity with Uniform Pressure
- What are the process advantages of using Cold Isostatic Pressing (CIP) for LSMO? Achieve Defect-Free Density
- Why is an Isostatic Press (CIP) Necessary After Uniaxial Pressing? Achieve Transparency in Nd:Y2O3 Ceramics
- How does a Cold Isostatic Press (CIP) facilitate the preparation of CaO-doped silicon carbide (SiC) green bodies?





