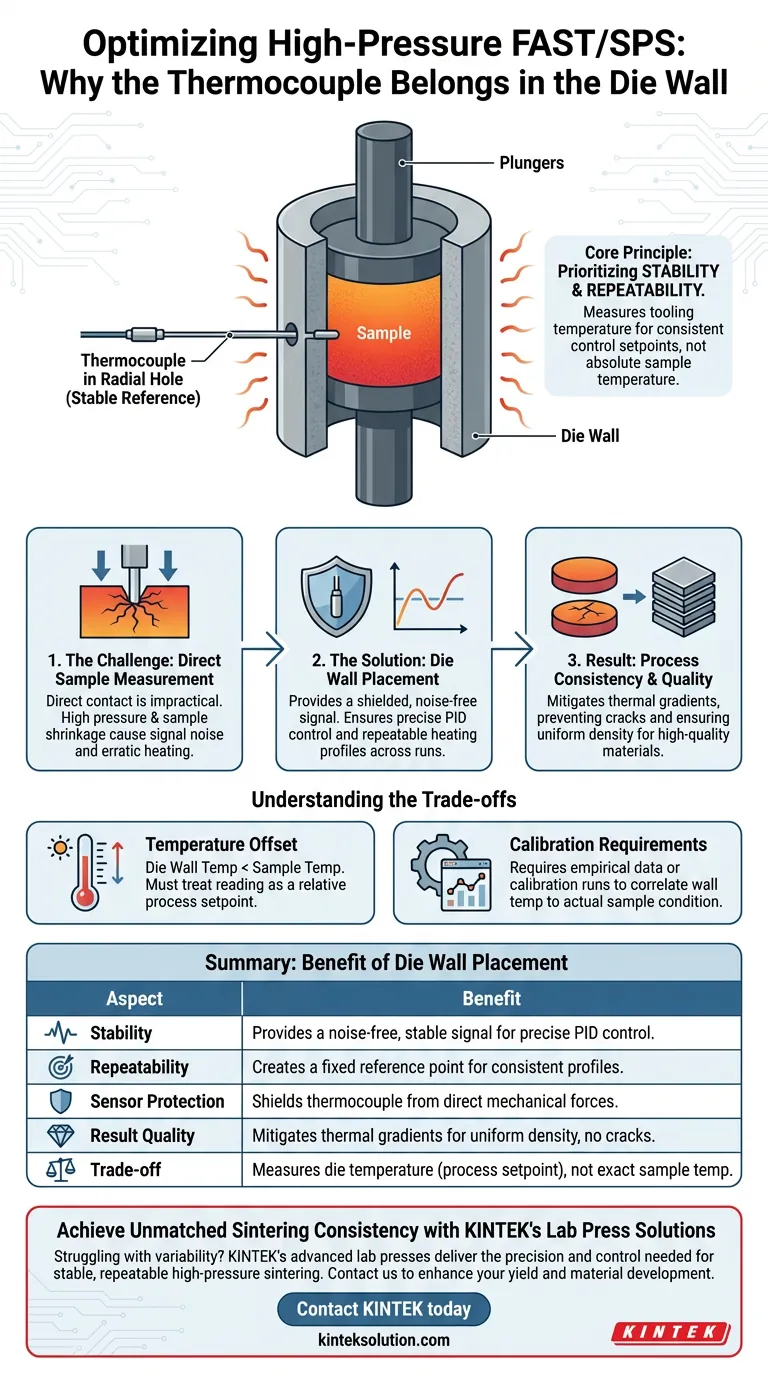
Placing the thermocouple in a radial hole within the die wall is the preferred method in high-pressure FAST/SPS processes because it provides the highest degree of stability and repeatability in a sealed environment. While this placement measures the temperature of the tooling rather than the sample itself, it establishes a reliable control setpoint essential for consistent heating profiles.
In high-pressure sintering, absolute temperature accuracy is often secondary to process repeatability. By embedding the sensor in the die wall, you create a stable reference point that ensures uniform density and crack-free samples across multiple production runs.

The Challenge of High-Pressure Environments
Surviving the Process Chamber
Field Assisted Sintering Technology (FAST) and Spark Plasma Sintering (SPS) occur within sealed, high-pressure environments.
Attempting to place a sensor directly on a sample under extreme mechanical load is often impractical or destructive.
A radial hole in the die wall offers a secure, shielded location for the thermocouple, protecting it from the direct mechanical forces applied to the powder compact.
The Need for a Stable Control Loop
To automate a sintering cycle, the power supply needs a steady, noise-free signal.
Direct contact with a shrinking sample can cause fluctuating contact resistance or sensor movement, leading to erratic heating.
The die wall is a static component, providing a smooth, continuous signal that allows the PID controller to regulate temperature precisely.
Prioritizing Process Consistency
Repeatability Over Absolute Accuracy
The primary goal in industrial and research sintering is to reproduce the same result twice.
The text highlights that this method ensures the consistency of the heating profile from one experiment to the next.
If the thermocouple position varies even slightly touching a sample, the reading changes; a fixed hole in the die removes this variable entirely.
Achieving Uniform Density
Consistent thermal feedback is critical for the densification process.
Fluctuations in heating rates can lead to thermal gradients that cause internal stress.
By locking the control variable to the stable die wall temperature, you mitigate the risk of producing samples with non-uniform density or structural cracks.
Understanding the Trade-offs
The Temperature Offset
It is vital to recognize that this method measures the die, not the sample.
There is almost always a thermal gradient; the sample inside is usually hotter than the die wall reading.
You must treat the thermocouple reading as a "process setpoint" rather than an exact measurement of the material's state.
Calibration Requirements
Because of the offset mentioned above, the reading is relative.
You cannot assume a die wall temperature of 1000°C means the sample is exactly 1000°C.
Operators must often perform calibration runs or rely on empirical data to understand the correlation between the wall temperature and the actual sample condition.
Making the Right Choice for Your Goal
Ideally, the thermocouple placement should align with your specific processing objectives.
- If your primary focus is Production Consistency: Rely on the radial die hole to ensure every run follows the exact same heating curve, minimizing rejection rates.
- If your primary focus is Material Research: Remember to account for the thermal gradient between the die and the sample when reporting phase transition temperatures.
By prioritizing the stability of the die wall measurement, you establish the robust baseline necessary for producing high-quality, defect-free materials.
Summary Table:
| Aspect | Benefit of Die Wall Placement |
|---|---|
| Stability | Provides a noise-free, stable signal for precise PID control. |
| Repeatability | Creates a fixed reference point for consistent heating profiles across runs. |
| Sensor Protection | Shields the thermocouple from direct mechanical forces on the sample. |
| Result Quality | Mitigates thermal gradients to prevent cracks and ensure uniform density. |
| Trade-off | Measures die temperature (process setpoint), not the exact sample temperature. |
Achieve Unmatched Sintering Consistency with KINTEK's Lab Press Solutions
Struggling with process variability or sample defects in your FAST/SPS research or production? The right equipment is fundamental to establishing a stable and repeatable thermal profile. KINTEK specializes in advanced laboratory press machines, including automatic lab presses and heated lab presses, designed to deliver the precision and control your high-pressure sintering processes demand.
Our robust tooling and precise temperature control systems help you replicate the ideal conditions for producing high-quality, defect-free materials, batch after batch. Let us help you enhance your yield and accelerate your material development.
Contact KINTEK today to discuss your specific lab press needs and discover how our solutions can bring stability and repeatability to your sintering process.
Visual Guide
Related Products
- Automatic High Temperature Heated Hydraulic Press Machine with Heated Plates for Lab
- Split Automatic Heated Hydraulic Press Machine with Heated Plates
- Special Shape Lab Press Mold for Laboratory Applications
People Also Ask
- Why is a heated laboratory hydraulic press necessary for PVC test specimens? Ensure Precise Tensile & Rheology Data
- How is the temperature of the hot plate controlled in a hydraulic lab press? Achieve Thermal Precision (20°C-200°C)
- What are the requirements for electrode pressing with high-viscosity ionic liquids like EMIM TFSI? Optimize Performance
- How does a heated laboratory hydraulic press function in simulating TM coupling? Advanced Nuclear Waste Research
- What role does a heated hydraulic press play in material testing and research? Essential Insights for Lab Innovation


