Cold Isostatic Pressing (CIP) is often called hydrostatic pressing because it operates under the principles of hydrostatics. The process uses a liquid medium to apply pressure to a component, and according to Pascal's Law, this pressure is transmitted uniformly and equally in all directions. This "hydro" (water/liquid) and "static" (uniform, at-rest pressure) mechanism is the defining feature of the technology.
The term "hydrostatic" is not just a synonym; it precisely describes the core physics of the process. CIP leverages a liquid ("hydro") to exert perfectly uniform pressure ("static") from all directions, which is the key to creating dense, consistent parts that are free from the defects common in other methods.

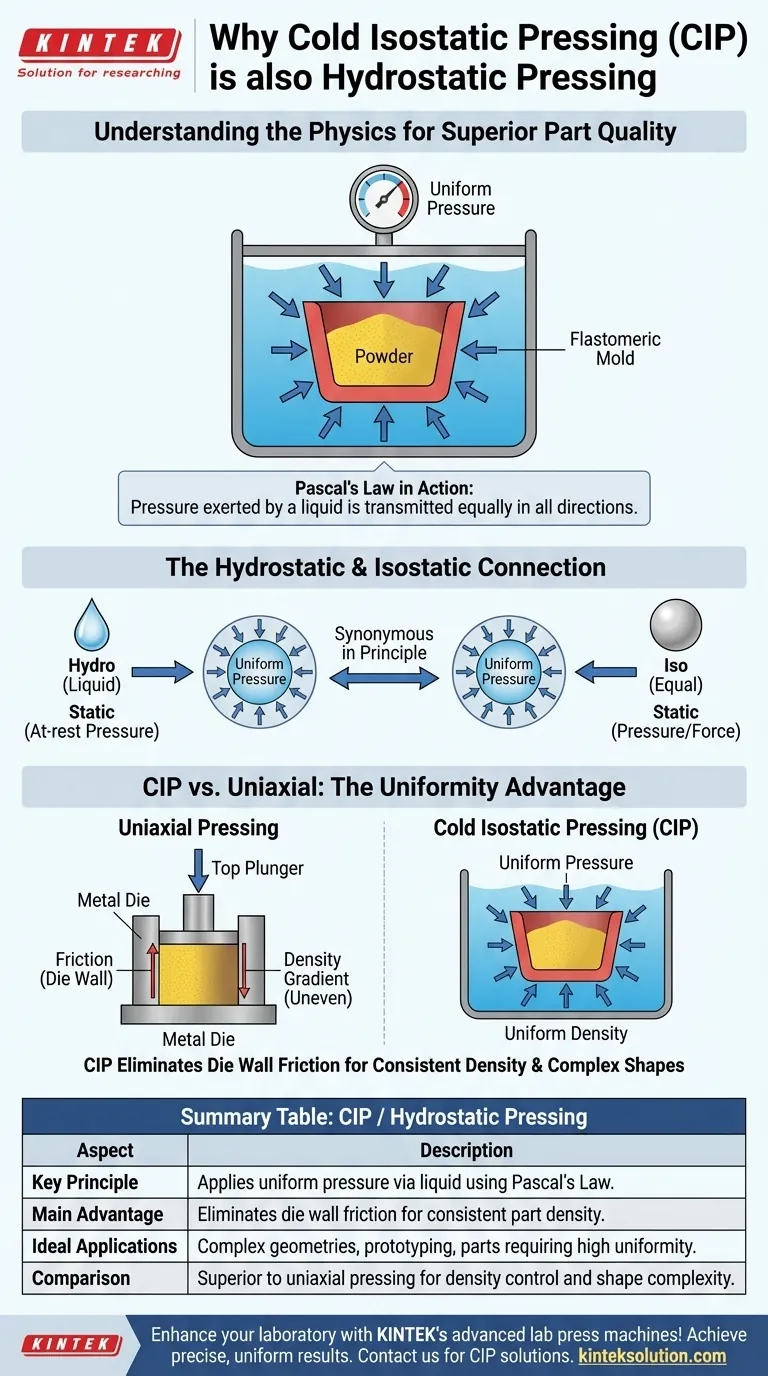
The Physics Behind the Name: Pascal's Law in Action
The interchangeability of the terms "hydrostatic" and "isostatic" stems directly from the scientific principle that makes the process work. Both words describe a state of uniform pressure.
What is Hydrostatic Pressure?
Hydrostatic pressure is the pressure exerted by a fluid at equilibrium at a given point within the fluid, due to the force of gravity. A key principle, Pascal's Law, states that a pressure change at any point in a confined, incompressible fluid is transmitted equally throughout the fluid.
In simpler terms, if you push on a sealed container of liquid, the pressure increases everywhere inside that liquid by the same amount.
How CIP Applies This Principle
The CIP process operationalizes this law. A powder is first placed into a flexible, watertight elastomeric mold (like rubber or urethane) and sealed.
This sealed mold is then submerged in a liquid inside a high-pressure vessel. As the vessel is pressurized, the liquid transmits that pressure evenly onto every surface of the flexible mold, compressing the powder inside it uniformly from all directions.
The "Isostatic" Connection
The term "isostatic" breaks down into "iso" (equal) and "static" (pressure or force). It is a perfect synonym for the uniform, all-around pressure that a hydrostatic environment provides. The two terms describe the same physical condition from slightly different perspectives.
Why Uniform Pressure is a Critical Advantage
This method of applying pressure is fundamentally different from traditional pressing techniques and offers significant benefits, particularly in achieving material consistency.
Eliminating Die Wall Friction
In traditional uniaxial pressing, a powder is compacted in a rigid metal die by a plunger pushing from one or two directions. As the powder moves, it scrapes against the die walls, creating friction.
This friction prevents pressure from being transmitted evenly through the powder. The result is a part with significant density variations—denser near the plunger and less dense farther away.
Achieving Uniform Density
CIP completely avoids die wall friction because the "die" is a flexible mold that compresses with the powder. The uniform liquid pressure ensures every particle of powder experiences the same compacting force.
This produces a "green" part (an unsintered part) with exceptionally uniform density. This homogeneity is critical for predictable, even shrinkage during the subsequent high-temperature sintering phase.
Enabling Complex Geometries
Because the liquid pressure conforms perfectly to any shape, CIP is ideal for manufacturing parts with complex geometries, undercuts, or large aspect ratios. These are shapes that are difficult or impossible to produce with rigid, single-axis dies.
Understanding the Trade-offs: CIP vs. Uniaxial Pressing
While powerful, CIP is not the universal solution for all powder compaction needs. The choice between it and other methods depends on the part's requirements.
When to Use CIP
CIP excels at producing parts where maximum density uniformity is the top priority. It is also the go-to method for prototyping, small-to-medium production runs, and creating large or geometrically complex components.
When Uniaxial Pressing is Preferred
Uniaxial pressing is often faster and more cost-effective for the high-volume production of simple, relatively flat shapes like pucks, discs, or small cylinders. For these geometries, the tooling is simpler and cycle times are much shorter.
Tooling and Process Differences
CIP uses reusable, flexible elastomeric molds inside a single pressure vessel. Uniaxial pressing requires a dedicated, hardened steel die set for every unique part geometry, which can be more expensive to produce but faster to operate in an automated line.
Making the Right Choice for Your Goal
The decision to use CIP hinges on the part's final requirements for uniformity, complexity, and production scale.
- If your primary focus is creating complex or large parts with maximum density uniformity: CIP is the superior choice because its use of hydrostatic pressure eliminates the density gradients caused by die wall friction.
- If your primary focus is high-volume manufacturing of simple shapes where minor density variations are acceptable: Uniaxial pressing is typically faster and more economical for mass production.
- If your primary focus is a preform for subsequent sintering or Hot Isostatic Pressing (HIP): CIP provides a highly predictable and uniform green body, which minimizes distortion and improves the quality of the final part.
Understanding that "hydrostatic" describes how the process works empowers you to leverage its unique advantages for your most demanding material challenges.
Summary Table:
| Aspect | Description |
|---|---|
| Process Name | Cold Isostatic Pressing (CIP) / Hydrostatic Pressing |
| Key Principle | Applies uniform pressure via liquid medium using Pascal's Law |
| Main Advantage | Eliminates die wall friction for consistent part density |
| Ideal Applications | Complex geometries, prototyping, and parts requiring high uniformity |
| Comparison | Superior to uniaxial pressing for density control and shape complexity |
Enhance your laboratory's capabilities with KINTEK's advanced lab press machines! We specialize in automatic lab presses, isostatic presses, and heated lab presses designed to deliver precise, uniform results for complex part production. Whether you're in R&D or small-scale manufacturing, our equipment ensures superior density control and defect-free outcomes. Contact us today to discuss how our solutions can optimize your processes and drive innovation in your projects!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
People Also Ask
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing















