
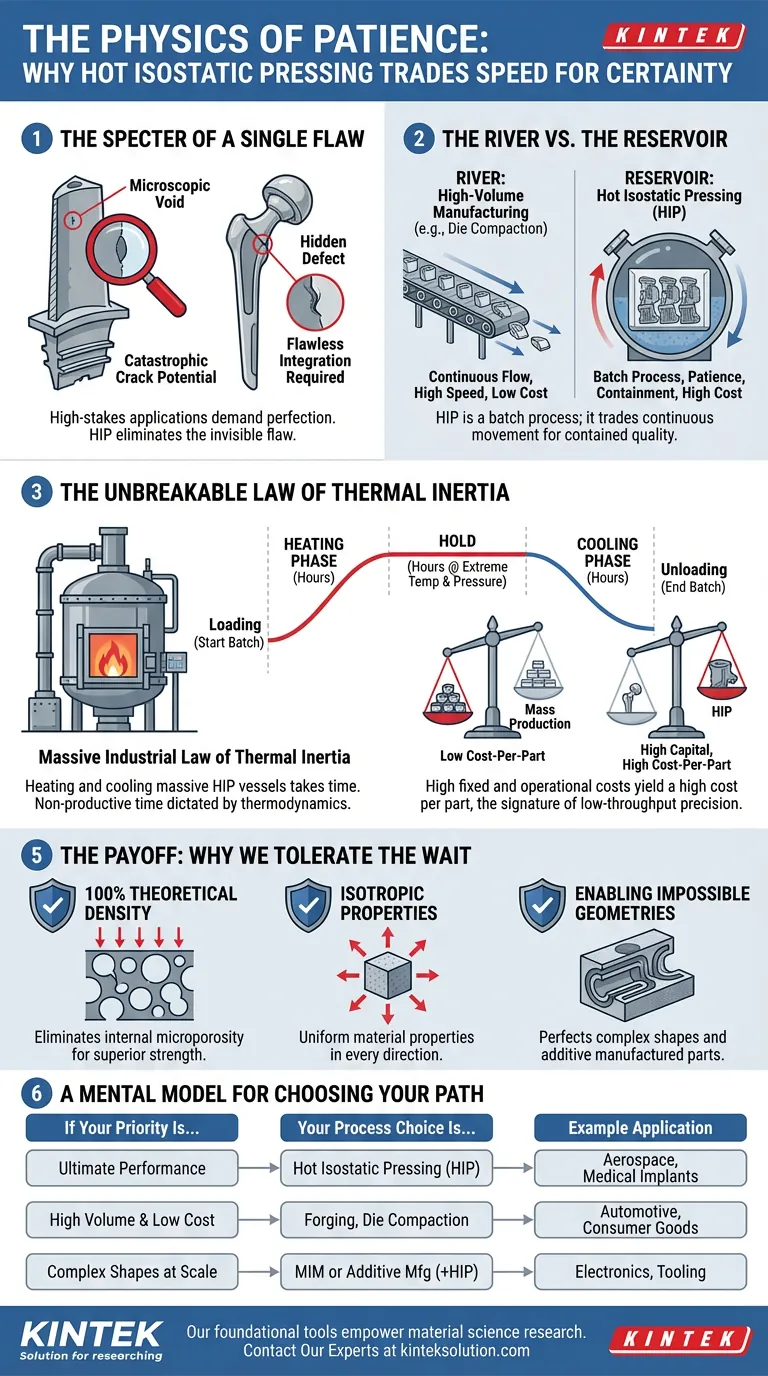
The Specter of a Single Flaw
Imagine an engineer designing a turbine blade for a new jet engine. The simulation on their screen shows stresses millions of times over its lifespan. A single, microscopic void hidden deep within the metal alloy could grow into a catastrophic crack.
Or picture a surgeon preparing a titanium hip implant. The long-term well-being of the patient depends on that component integrating flawlessly, withstanding decades of use without failure.
In these worlds, the primary enemy isn't cost or production speed. It's uncertainty. It's the ghost of the invisible flaw. The manufacturing process chosen isn't about making many things; it's about making one thing perfectly. This is the psychological space where Hot Isostatic Pressing (HIP) exists.
The River vs. The Reservoir
High-volume manufacturing is a river. It flows continuously, with parts moving rapidly from one stage to the next. Think of die compaction or extrusion, where products are stamped or pushed out every second.
HIP is a reservoir. It is a batch process, fundamentally defined by its start-and-stop nature.
A batch of components is loaded into a high-pressure vessel. The vessel is sealed. It is slowly heated and pressurized with an inert gas like argon. It is held at extreme temperature and pressure for hours. Then, it is slowly cooled and depressurized before the parts can finally be removed.
The entire system operates on the principle of containment and patience, not continuous movement. This is the first and most significant barrier to high-volume production.
The Unbreakable Law of Thermal Inertia
The primary bottleneck in the HIP cycle isn't the pressurization—it's physics. Specifically, thermal inertia.
A massive industrial furnace, built to contain immense pressure, cannot change its temperature quickly. Just as a large ship cannot turn on a dime, a HIP vessel cannot be flash-heated or snap-cooled.
- Heating Phase: Takes hours to bring the batch to the target temperature uniformly.
- Cooling Phase: Takes even more hours to cool down safely before the pressure can be released.
This non-productive time is baked into the process. It's an unskippable delay dictated by the laws of thermodynamics. While a forging press might produce a part every minute, a HIP cycle's output is measured in parts per 8-12 hour cycle.
The Economics of a Deliberate Pace
This slow, deliberate pace directly shapes the cost equation.
High Capital, Higher Stakes
HIP vessels are marvels of engineering, designed for safety under conditions that would pulverize lesser equipment. This sophistication comes with a high price tag. Add to that the significant operational cost of the vast amounts of argon gas consumed in every cycle.
The Cost-Per-Part Dilemma
When you divide these high fixed and operational costs by the small number of parts produced in a day, the cost-per-part is inevitably high. It’s the economic signature of a specialized, low-throughput process. It cannot compete on cost with true mass-production methods.
The Payoff: Why We Tolerate the Wait
If HIP is so slow and expensive, why use it at all? Because what it achieves is often non-negotiable. It's chosen when the consequences of material failure are unacceptable.
HIP is a tool for eliminating uncertainty.
- Achieving 100% Theoretical Density: Its primary mission is to hunt down and eliminate internal microporosity. The uniform pressure collapses these voids, creating a fully dense material with dramatically improved fatigue life and fracture toughness.
- Creating Isotropic Properties: Because pressure is applied from all directions (isostatic), the material's properties become uniform in every direction (isotropic). This eliminates the directional weaknesses that can be created by processes like forging or rolling.
- Enabling Impossible Geometries: It is essential for perfecting near-net-shape components with complex internal channels, especially those made through additive manufacturing (3D printing).
A Mental Model for Choosing Your Path
The decision to use HIP is a strategic one based on your project's ultimate priority.
| If Your Priority Is... | Your Process Choice Is... | Example Application |
|---|---|---|
| Ultimate Performance | Hot Isostatic Pressing (HIP) | Aerospace engine components, medical implants |
| High Volume & Low Cost | Forging, Die Compaction, Casting | Automotive parts, consumer goods |
| Complex Shapes at Scale | Metal Injection Molding (MIM) or Additive Manufacturing (with HIP as an optional final step) | Intricate electronics housings, specialized tooling |
Ultimately, HIP is not a flaw in the world of high-speed manufacturing. It is a purpose-built solution for a world where reliability is paramount. It is the calculated decision to trade efficiency for the certainty of a flawless material structure.
Before committing to large-scale production, these material theories and process parameters must be perfected in the lab. Developing and validating these critical components requires precise, reliable equipment. At KINTEK, we provide the foundational tools—from automatic and heated lab presses to specialized isostatic presses—that empower researchers and engineers to push the boundaries of material science on a manageable scale.
If you are working on the next generation of critical components, understanding the material is the first step. Contact Our Experts
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
Related Articles
- The Architecture of Intimacy: Why Solid-State Batteries Demand 375 MPa
- The Architecture of Ions: Why Precision Pressure is the Silent Partner in Battery Research
- The Pursuit of Perfect Density: Why Hot Isostatic Pressing Is the Unsung Hero of Critical Components
- The Pursuit of a Perfect Seam: How Hot Isostatic Pressing Forges Materials Anew
- How Isostatic Pressing Delivers Superior Performance in Critical Industries



















