At its core, powder compacting with a hydraulic press is a process of using immense, controlled force to press loose powder into a solid shape within a mold. The hydraulic system provides the precise and sustained pressure needed to reduce the volume of the powder, eliminate voids between particles, and lock them together into a coherent object known as a "green" compact.
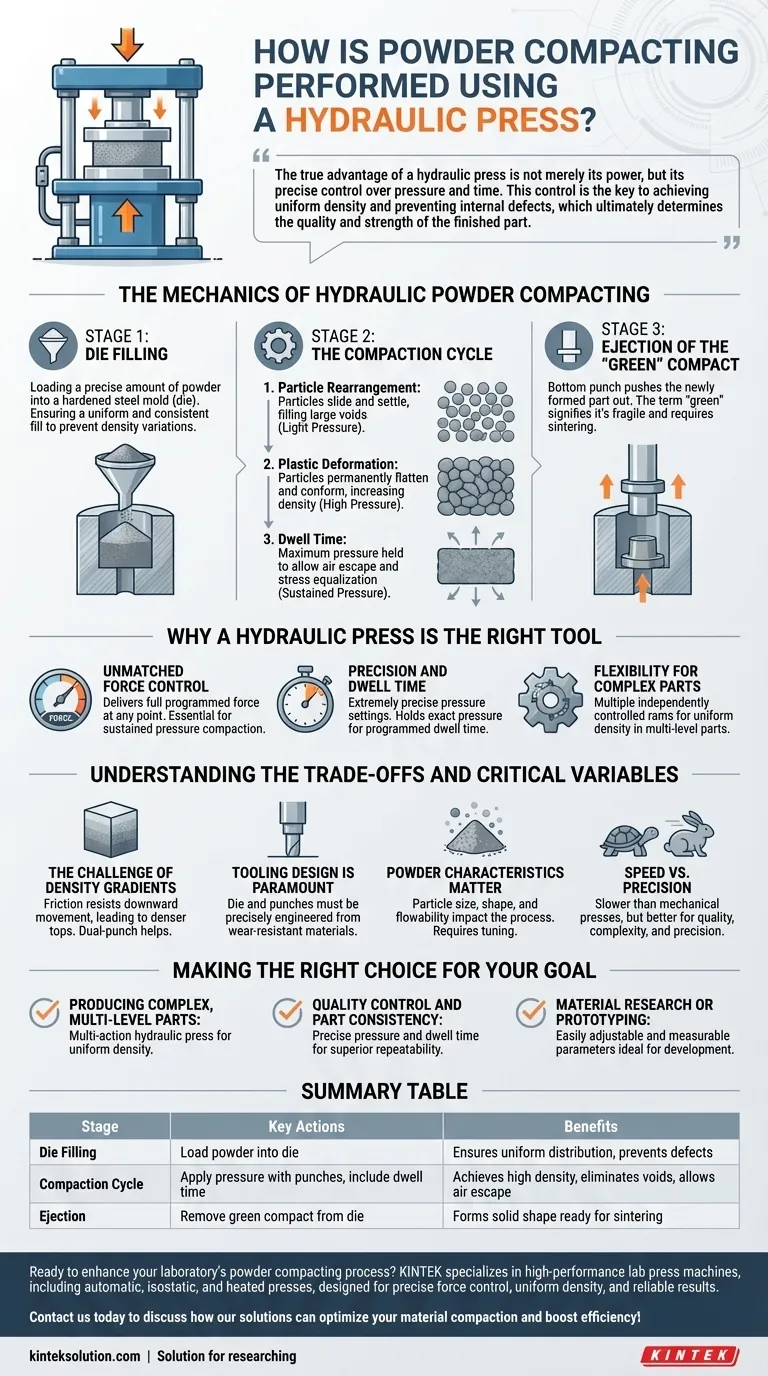
The true advantage of a hydraulic press is not merely its power, but its precise control over pressure and time. This control is the key to achieving uniform density and preventing internal defects, which ultimately determines the quality and strength of the finished part.

The Mechanics of Hydraulic Powder Compacting
Powder compacting is a multi-stage process where each step is critical for the final outcome. A hydraulic press offers the control needed to navigate these stages successfully.
Stage 1: Die Filling
The process begins by loading a precise amount of powder into a hardened steel mold, known as a die. The cavity of this die defines the final shape of the part.
Ensuring a uniform and consistent fill is the first critical step. An uneven distribution of powder can lead to density variations and defects later in the process.
Stage 2: The Compaction Cycle
Once the die is filled, one or more punches move to compress the powder. This happens in distinct phases as pressure increases.
First, light pressure causes particle rearrangement. The powder particles slide past one another, settling into a more tightly packed arrangement and filling large voids.
Next, as pressure builds significantly, plastic deformation occurs. The force becomes great enough to permanently change the shape of the individual powder particles, forcing them to flatten and conform to one another, which dramatically increases density.
Finally, the press applies maximum programmed pressure and holds it for a specific duration, known as dwell time. This allows trapped air to escape and internal stresses to equalize, leading to the final densification of the material.
Stage 3: Ejection of the "Green" Compact
After the pressure is released, the bottom punch pushes the newly formed part out of the die cavity. This part is called a green compact.
The term "green" signifies that the part is relatively fragile and requires a subsequent heating process (sintering) to bond the particles metallurgically and achieve its final strength.
Why a Hydraulic Press is the Right Tool
While other press types exist, hydraulic systems offer unique benefits that make them ideal for high-quality powder compacting.
Unmatched Force Control
A hydraulic press can deliver its full programmed force at any point in the ram's stroke. This is fundamentally different from a mechanical press and is essential for the compaction cycle, which requires sustained pressure, not just a quick hit.
Precision and Dwell Time
Modern hydraulic controls allow for extremely precise pressure settings. More importantly, they can hold that exact pressure for a programmed dwell time—a capability crucial for allowing air to escape and achieving uniform density in complex parts.
Flexibility for Complex Parts
Hydraulic presses can be designed with multiple, independently controlled rams (or platens). This allows for the creation of complex, multi-level parts by applying different forces and motions to different punches, ensuring all sections of the part are compacted evenly.
Understanding the Trade-offs and Critical Variables
Achieving a perfect part requires more than just a powerful press. It demands a deep understanding of the process variables and potential pitfalls.
The Challenge of Density Gradients
Friction between the powder and the die walls is a primary obstacle. This friction resists the downward movement of the powder, often resulting in a part that is denser at the top (near the punch) than at the bottom. Dual-punch systems help mitigate this by compressing from both top and bottom.
Tooling Design is Paramount
The press is only as good as its tooling. The die and punches must be engineered with extreme precision from highly wear-resistant materials. Poorly designed or worn tooling will result in part defects, dimensional inaccuracies, and premature failure.
Powder Characteristics Matter
The physical properties of the powder—such as particle size, shape, and flowability—directly impact how it behaves under pressure. The entire process, from fill volume to pressure settings, must be tuned specifically for the material being used.
Speed vs. Precision
The primary trade-off for a hydraulic press is speed. They are generally slower in terms of strokes-per-minute than their mechanical counterparts. This makes them better suited for applications where part quality, complexity, and precision are more important than sheer output volume.
Making the Right Choice for Your Goal
To optimize your process, you must align the capabilities of the hydraulic press with your specific manufacturing objective.
- If your primary focus is producing complex, multi-level parts: A multi-action hydraulic press is essential for achieving the uniform density required for part integrity.
- If your primary focus is quality control and part consistency: The precise pressure and dwell time control of a hydraulic press provides superior repeatability over mechanical alternatives.
- If your primary focus is material research or prototyping: The easily adjustable and measurable parameters of a hydraulic press make it the ideal tool for development and testing.
Mastering the relationship between the material, the tooling, and the press gives you direct control over the quality and performance of your final product.
Summary Table:
| Stage | Key Actions | Benefits |
|---|---|---|
| Die Filling | Load powder into die | Ensures uniform distribution, prevents defects |
| Compaction Cycle | Apply pressure with punches, include dwell time | Achieves high density, eliminates voids, allows air escape |
| Ejection | Remove green compact from die | Forms solid shape ready for sintering |
Ready to enhance your laboratory's powder compacting process? KINTEK specializes in high-performance lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to deliver precise force control, uniform density, and reliable results for your research and production needs. Contact us today to discuss how our solutions can optimize your material compaction and boost efficiency!
Visual Guide
Related Products
- Laboratory Hydraulic Press Lab Pellet Press Machine for Glove Box
- Lab Round Bidirectional Press Mold
- Lab Polygon Press Mold
- Laboratory Hydraulic Press 2T Lab Pellet Press for KBR FTIR
- Automatic Laboratory Hydraulic Press for XRF and KBR Pellet Pressing
People Also Ask
- Why is precise pressure control from a laboratory hydraulic press necessary for Si-Ge battery electrodes?
- Why is a laboratory hydraulic press required for compression molding boron-siloxane? Solve High-Loading Density Challenges
- What is the function of a laboratory hydraulic press in FT-IR of curcumin-coated MWCNTs? Achieve Optical Clarity.
- What role does a laboratory hydraulic press play in the preparation of piezoelectric ceramic discs for DC-PG? | KINTEK
- Why Use a Laboratory Hydraulic Press for Li||LFP Battery Assembly? Optimize Interfacial Contact & Performance



















