Fundamentally, Cold Isostatic Pressing (CIP) offers superior part quality and geometric freedom compared to uniaxial die pressing. This is because CIP applies pressure uniformly from all directions via a fluid, eliminating the die wall friction and uneven forces that cause defects and limitations in single-axis compression. The result is a pre-sintered ("green") part with highly uniform density, greater strength, and the ability to form far more complex shapes.
While uniaxial die pressing is efficient for simple, high-volume parts, Cold Isostatic Pressing excels by producing components with uniform density and complex geometries. This uniformity minimizes defects like cracking and warping, making CIP the superior choice for demanding applications where material integrity is paramount.

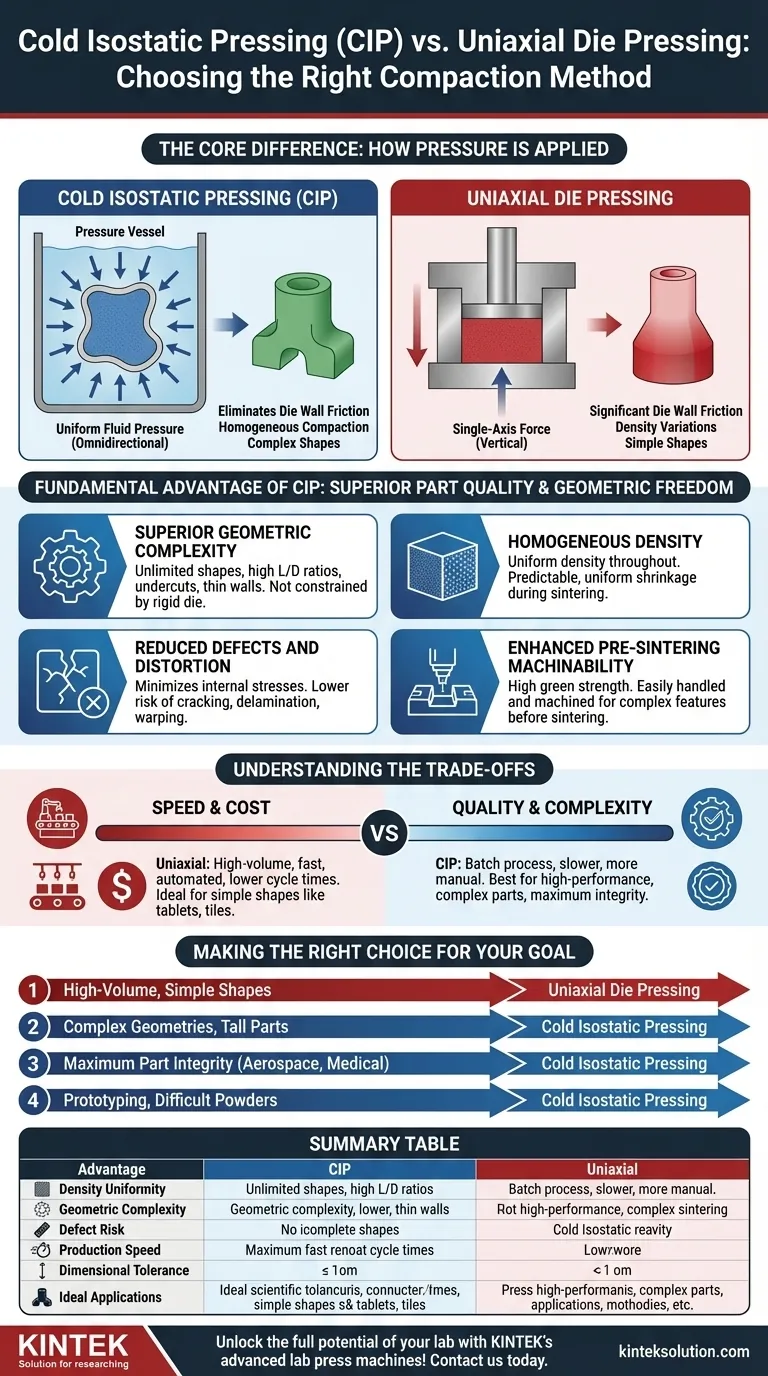
The Core Difference: How Pressure is Applied
The advantages of CIP are a direct result of its unique method of applying pressure. Understanding this mechanical difference is key to choosing the right process.
Uniaxial Pressing: A Single-Axis Force
Uniaxial, or die pressing, uses a rigid metal die and one or more punches to compact powder. Force is applied along a single vertical axis, similar to a piston.
This method creates significant friction between the powder particles and the rigid die wall. This friction prevents pressure from being transmitted evenly throughout the component, leading to significant density variations.
Cold Isostatic Pressing: Uniform Fluid Pressure
CIP places the powder in a flexible, sealed mold which is then submerged in a fluid-filled pressure vessel. The fluid is pressurized, exerting equal force on every surface of the mold simultaneously.
This isostatic pressure eliminates die wall friction entirely. The result is a much more uniform and homogeneous compaction of the powder from all directions.
Key Advantages of Cold Isostatic Pressing
This fundamental difference in pressure application gives CIP several distinct advantages over uniaxial pressing, particularly for high-performance components.
Superior Geometric Complexity
Because pressure is applied uniformly, CIP is not constrained by the part's shape. It can produce components that are impossible with uniaxial methods.
This includes parts with high length-to-diameter ratios, undercuts, thin walls, or other intricate features that would cause cracking or uneven compaction in a rigid die.
Homogeneous Density
The most critical advantage of CIP is the uniform density it achieves throughout the part. By eliminating die wall friction, CIP avoids the low-density zones common in uniaxially pressed parts.
This homogeneity is critical because it leads to predictable and uniform shrinkage during the final sintering (firing) stage.
Reduced Defects and Distortion
The density gradients created by uniaxial pressing are a primary source of failure. These internal stress points can lead to cracking, delamination, and warping during handling or sintering.
CIP’s uniform density minimizes these internal stresses, producing a robust green part with a significantly lower risk of defects.
Enhanced Pre-Sintering Machinability
The high, uniform density of a CIP'd part gives it excellent "green strength." This means the unfired component is strong enough to be handled and machined easily.
This allows for the creation of even more complex features, such as threads or fine details, before the part is hardened through sintering, which can be a significant cost and time savings.
Understanding the Trade-offs
CIP is not the superior choice for every application. Its advantages in quality come with trade-offs in speed and cost that make uniaxial pressing a better fit for certain scenarios.
Production Speed and Volume
Uniaxial pressing is a fast, highly automated process. It is exceptionally well-suited for the high-volume production of simple, repeatable shapes like ceramic tiles, bushings, or pharmaceutical tablets.
CIP is a batch process that involves more manual handling (loading and unloading the mold), resulting in longer cycle times and lower overall throughput.
Tooling and Dimensional Tolerance
A rigid steel die in a uniaxial press provides excellent dimensional repeatability for simple parts. The final dimensions are tightly controlled by the die itself.
While the flexible molds for CIP are often less expensive than hardened steel dies, the resulting parts are not as dimensionally precise out of the mold. They often require secondary machining to meet final tolerances.
Making the Right Choice for Your Goal
Selecting the correct compaction method requires you to align the process capabilities with your primary objective for the component.
- If your primary focus is high-volume production of simple shapes (like tablets or basic cylinders): Uniaxial die pressing is the more economical and faster choice.
- If your primary focus is producing complex geometries or tall, thin parts: Cold Isostatic Pressing is the only viable method to achieve the shape without defects.
- If your primary focus is maximum part integrity and performance (e.g., aerospace or medical): Cold Isostatic Pressing is superior due to its uniform density and freedom from internal stresses.
- If your primary focus is prototyping or working with difficult-to-compact powders: The flexibility and gentle, uniform pressure of CIP make it an ideal choice.
By understanding the fundamental difference in how pressure is applied, you can confidently select the compaction method that aligns with your specific geometric, quality, and production requirements.
Summary Table:
| Advantage | Cold Isostatic Pressing (CIP) | Uniaxial Die Pressing |
|---|---|---|
| Density Uniformity | High and uniform throughout part | Variable, with density gradients |
| Geometric Complexity | High; suitable for complex shapes, thin walls, and undercuts | Limited to simple, axisymmetric shapes |
| Defect Risk | Low; minimizes cracking and warping | Higher due to friction and uneven pressure |
| Production Speed | Slower, batch process | Faster, high-volume automation |
| Dimensional Tolerance | Lower out of mold, may require machining | Higher, tightly controlled by die |
| Ideal Applications | Prototyping, aerospace, medical, complex parts | High-volume simple parts like tablets or tiles |
Unlock the full potential of your lab with KINTEK's advanced lab press machines! Whether you need an automatic lab press, isostatic press, or heated lab press, our solutions deliver precise compaction for superior part quality and complex geometries. Serving laboratories in industries like aerospace and medical, we help you achieve uniform density and reduce defects efficiently. Contact us today to discuss how KINTEK can enhance your material processing and meet your specific needs!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
















