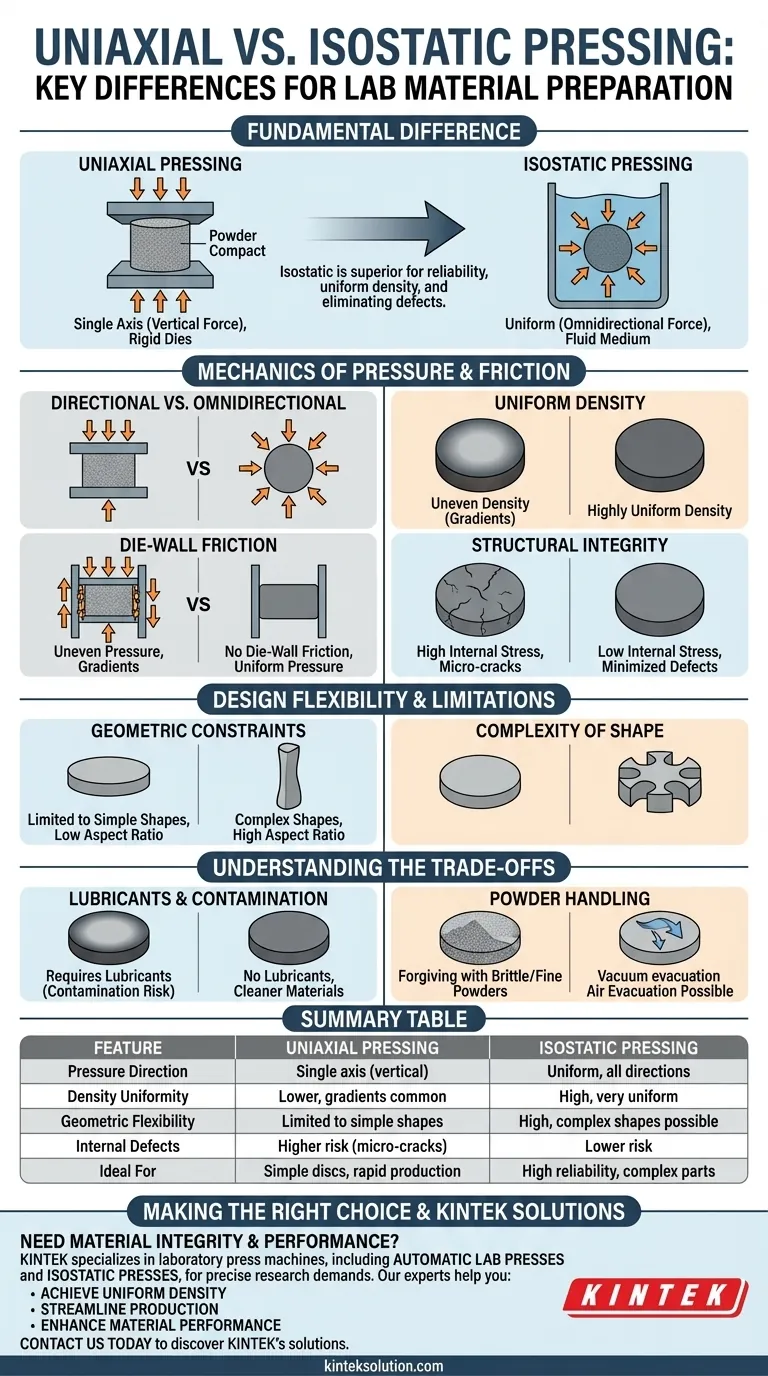
The fundamental difference between uniaxial and isostatic pressing lies in the directionality of the applied force and the resulting homogeneity of the component. Uniaxial pressing utilizes rigid dies to apply pressure along a single vertical axis, making it a standard choice for simple geometries. Conversely, isostatic pressing employs a fluid medium—such as liquid or gas—to exert uniform pressure on the sample from every direction simultaneously.
While uniaxial pressing provides a straightforward solution for simple shapes, isostatic pressing is the superior choice for maximizing material reliability, achieving uniform density, and eliminating internal structural defects.

Mechanics of Pressure and Friction
Directional vs. Omnidirectional Force
Uniaxial pressing relies on upper and lower dies to compress powder. This limits the compaction force to a single linear path.
In contrast, isostatic pressing submerges the sample in a pressurized fluid. This ensures that the compaction force acts equally on every surface of the material, regardless of its orientation.
The Role of Die-Wall Friction
A critical limitation of uniaxial pressing is friction generated between the powder and the rigid die walls. This friction resists the movement of particles, leading to uneven pressure transmission.
Isostatic pressing eliminates this issue entirely. Because pressure is applied through a fluid against a flexible mold, there is no die-wall friction to impede densification.
Impact on Material Properties
Achieving Uniform Density
Because uniaxial pressing suffers from friction gradients, the resulting component often has uneven density. The edges may be denser than the center, or the top denser than the bottom.
Isostatic pressing yields a highly uniform density distribution throughout the entire component. The absence of friction gradients ensures the material packs consistent regardless of its location within the sample.
Structural Integrity and Performance
The uneven pressure in uniaxial pressing can induce high internal stresses. These stresses often manifest as micro-cracks or delamination, which compromise the component's strength.
Isostatic pressing significantly lowers internal stress. This reduction in defects is vital for applications requiring high mechanical reliability or uniform ionic transport, such as in electrolyte preparation.
Design Flexibility and Limitations
Geometric Constraints
Uniaxial pressing is strictly limited by the "aspect ratio"—the relationship between the part's cross-section and its height. Tall, thin parts are difficult to press uniformly.
Isostatic pressing is not limited by this ratio. Since pressure is uniform everywhere, you can successfully compact parts with high height-to-width ratios without varying density.
Complexity of Shape
Rigid dies restrict uniaxial pressing to simple shapes, primarily flat discs or tablets.
Isostatic pressing allows for much greater design complexity. It can compact irregular shapes and intricate geometries that would be impossible to eject from a rigid uniaxial die.
Understanding the Trade-offs
Lubricants and Contamination
Uniaxial pressing often requires binders or lubricants to mitigate die-wall friction. These additives must be burned out later, which can complicate sintering or introduce defects.
Isostatic pressing removes the need for die-wall lubricants. This allows for higher pressed densities and cleaner materials, eliminating the risks associated with lubricant removal.
Powder Handling
Isostatic pressing is particularly forgiving with brittle or fine powders. It is less prone to compact defects that often plague these difficult materials during uniaxial compaction.
Additionally, isostatic methods often allow for the evacuation of air from loose powder before compaction, further reducing the risk of trapped pockets or voids.
Making the Right Choice for Your Goal
Selecting the correct method depends on balancing geometric complexity with the need for microstructural perfection.
- If your primary focus is rapid production of simple discs: Uniaxial pressing is the most straightforward and efficient method for standard electrode or electrolyte shapes.
- If your primary focus is high mechanical reliability: Isostatic pressing is necessary to minimize micro-cracks and ensure the component can withstand physical stress.
- If your primary focus is uniform ionic transport: Isostatic pressing is required to create a homogeneous density distribution that facilitates consistent ion movement.
- If your primary focus is complex or high-aspect-ratio geometry: Isostatic pressing is the only viable option, as it is not limited by cross-section-to-height ratios.
For laboratory components where material integrity and performance data are paramount, the uniformity provided by isostatic pressing generally justifies the increased process complexity.
Summary Table:
| Feature | Uniaxial Pressing | Isostatic Pressing |
|---|---|---|
| Pressure Direction | Single axis (vertical) | Uniform, all directions |
| Density Uniformity | Lower, gradients common | High, very uniform |
| Geometric Flexibility | Limited to simple shapes | High, complex shapes possible |
| Internal Defects | Higher risk (micro-cracks) | Lower risk |
| Ideal For | Simple discs, rapid production | High reliability, complex parts |
Need to ensure material integrity and performance in your lab?
The choice between pressing methods is critical for achieving reliable, high-quality components. KINTEK specializes in laboratory press machines, including automatic lab presses and isostatic presses, designed to meet the precise demands of your research.
Our experts can help you select the right equipment to:
- Achieve uniform density and eliminate micro-cracks with our isostatic presses.
- Streamline production of simple geometries with our reliable automatic lab presses.
- Enhance your material's performance for applications requiring high mechanical strength or consistent ionic transport.
Contact us today via our contact form to discuss your specific needs and discover how KINTEK's solutions can advance your laboratory work.
Visual Guide
Related Products
- Lab Round Bidirectional Press Mold
- Lab Cylindrical Press Mold with Scale
- Lab Isostatic Pressing Molds for Isostatic Molding
- Square Bidirectional Pressure Mold for Lab
- Electric Split Lab Cold Isostatic Pressing CIP Machine
People Also Ask
- What are the requirements for pressing molds when using SSCG? Key Materials for Complex Single Crystal Production
- How does the geometry of laboratory molds influence mycelium-based composites? Optimize Density and Strength
- What role do precision positioning and pressure molds play in single-lap joints? Ensure 100% Data Integrity
- What are the common applications for laboratory presses? Expert Guide to Sample Prep, R&D, and Quality Control
- Why is a high-performance laboratory molding press critical for in-situ electrolyte formation? Unlock Battery Success










