In powder compaction, die-wall friction is the primary cause of non-uniform density in a finished part. As pressure is applied by a punch, this friction acts in the opposite direction, causing the compaction force to diminish as it travels through the powder. This results in significant density variations, with the areas farthest from the punch being the least dense.
Die-wall friction acts as a counter-force to the compaction pressure, causing powder particles closer to the moving punches to compact more than those further away. Understanding and mitigating this friction is the key to producing strong, uniform components.

The Mechanics of Die-Wall Friction
How Compaction Pressure is Lost
When a punch applies force to a column of powder, the radial (sideways) pressure forces the powder against the die wall. This creates a frictional force that opposes the punch's movement.
This "drag" means that the pressure is not transmitted uniformly through the powder's depth. The powder at the top, directly under the punch, experiences the highest pressure.
Creating the Density Gradient
The loss of pressure directly creates a density gradient. The powder nearest the moving punch compacts to a high density, while the powder farther away receives less force and remains at a lower density.
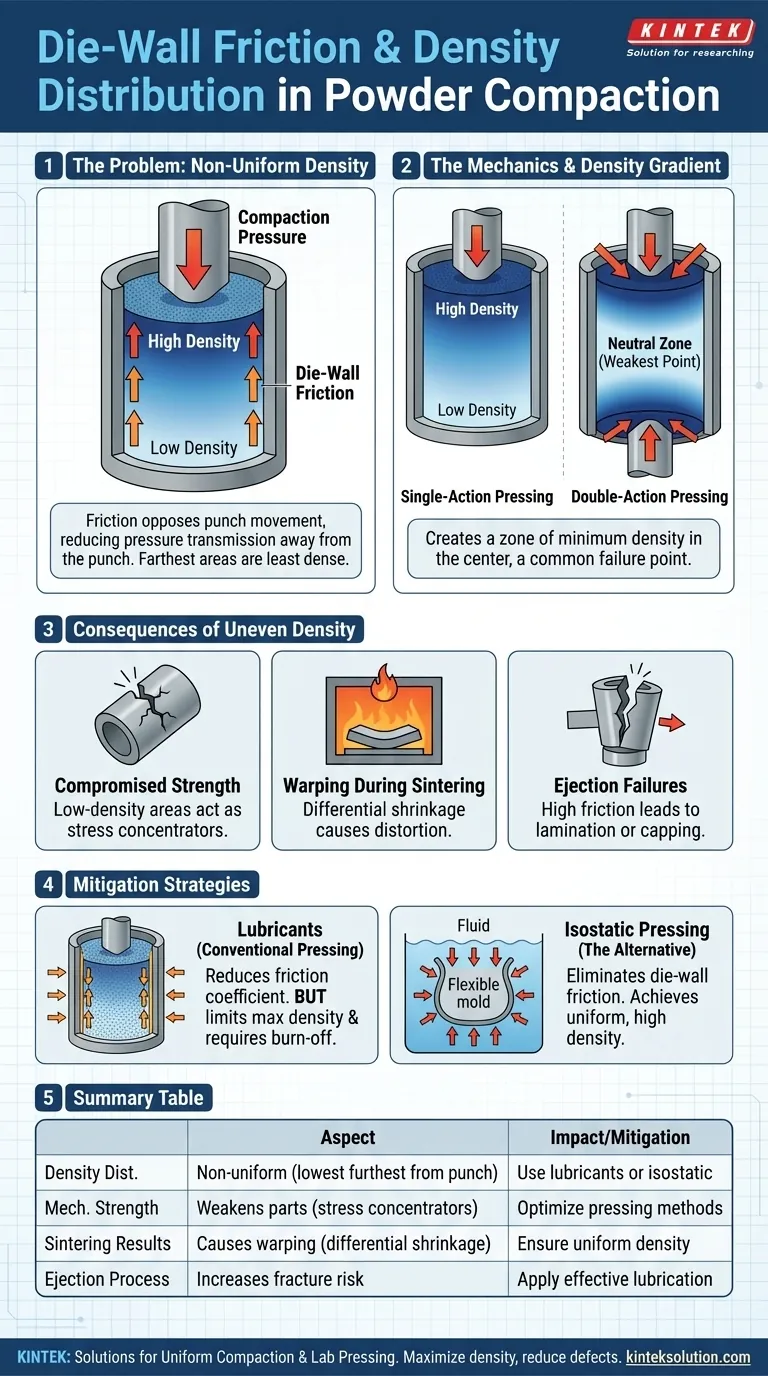
For a part pressed from one side (single-action pressing), the lowest density will be at the bottom.
The "Neutral Zone" in Double-Action Pressing
In more advanced double-action pressing, where punches apply pressure from both the top and bottom, the friction effect happens from both directions.
This creates a zone of minimum density in the horizontal center of the part. This "neutral zone" is the weakest part of the component and a common point of failure.
Consequences of Uneven Density
Compromised Mechanical Strength
Low-density areas are inherently weaker and more porous. They act as stress concentrators, providing a natural starting point for cracks to form during ejection, handling, or subsequent processing.
A part is only as strong as its weakest point, and friction ensures a weak point is always created.
Warping and Distortion During Sintering
Sintering is the process of heating the compacted part to bond the particles together. During this phase, the part shrinks.
Regions with lower initial density will shrink more than regions with higher density. This differential shrinkage causes the component to warp, distort, or even crack.
Ejection Failures
After compaction, the part must be pushed out of the die. The static friction that must be overcome during ejection can be immense.
If the ejection force is greater than the internal strength of the part's weakest (lowest density) section, the component will fracture, often in a process called "lamination" or "capping."
Understanding the Trade-offs: Mitigating Friction
The Role of Lubricants
The most common strategy to combat die-wall friction is the use of lubricants. These can be mixed directly into the powder (internal lubrication) or applied to the die walls (external lubrication).
Lubricants coat the powder particles and die surface, reducing the coefficient of friction and allowing the compaction pressure to be transmitted more effectively.
The Downside of Internal Lubricants
While effective, mixing lubricants into the powder introduces a non-compressible material that occupies volume. This limits the maximum achievable "green" (pre-sintered) density of the part.
Essentially, you are sacrificing some potential density to achieve better density uniformity.
The Challenge of Lubricant Burn-off
These lubricants must be completely removed from the part before the final sintering stage, typically through a lower-temperature heating cycle.
If burn-off is incomplete, the trapped lubricant can cause defects like blistering, sooting, or increased porosity, compromising the final material properties. This is a critical process control step.
The Alternative: Isostatic Pressing
Eliminating the Die Wall
Isostatic pressing offers a fundamentally different approach. The powder is placed in a flexible mold, which is then submerged in a fluid. The fluid is pressurized, applying equal pressure from all directions simultaneously.
Because there is no rigid die wall and no unidirectional punch movement, die-wall friction is completely eliminated.
Achieving Uniform, High Density
Since the pressure is applied uniformly over the entire surface, the resulting component has a highly uniform density throughout. This also allows for much higher pressed densities compared to conventional uniaxial pressing.
This uniformity eliminates the internal weak spots and differential shrinkage issues seen in uniaxially pressed parts.
Making the Right Choice for Your Goal
To select the correct approach, you must align your manufacturing method with the component's final requirements.
- If your primary focus is high-volume production of simple shapes: Optimize conventional pressing by using effective lubrication, double-action punches, and careful tool design to manage frictional effects.
- If your primary focus is achieving maximum density and strength for critical components: Use isostatic pressing to eliminate die-wall friction and its associated defects entirely.
- If you are troubleshooting part failures like cracks or warping: Analyze the failure locations to identify the low-density "neutral zone" caused by friction, then adjust your lubrication strategy or pressing cycle to improve pressure transmission.
Ultimately, a successful compaction process depends on controlling the flow of pressure, not just applying force.
Summary Table:
| Aspect | Impact of Die-Wall Friction | Mitigation Strategy |
|---|---|---|
| Density Distribution | Creates non-uniform density, with lowest density farthest from punch | Use lubricants or isostatic pressing for uniform pressure |
| Mechanical Strength | Weakens parts due to stress concentrators in low-density areas | Optimize pressing methods to reduce friction effects |
| Sintering Results | Causes warping and distortion from differential shrinkage | Ensure uniform density to prevent defects |
| Ejection Process | Increases risk of fractures like lamination or capping | Apply effective lubrication and control ejection forces |
Struggling with density variations and part failures in your lab? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to minimize die-wall friction and ensure uniform compaction for stronger, more reliable components. Our solutions help you achieve higher density and reduce defects like warping and cracking. Contact us today to discuss how we can enhance your laboratory's efficiency and product quality!
Visual Guide
Related Products
- XRF KBR Steel Ring Lab Powder Pellet Pressing Mold for FTIR
- Lab XRF Boric Acid Powder Pellet Pressing Mold for Laboratory Use
- XRF KBR Plastic Ring Lab Powder Pellet Pressing Mold for FTIR
- Lab Round Bidirectional Press Mold
People Also Ask
- What are the differences between manual and automatic XRF pellet presses? Choose the Right Press for Your Lab's Needs
- What are the different types of XRF pellet preparation methods available? Manual, Hydraulic, and Automated Presses Explained
- How are pellets prepared for XRF analysis and what is a potential drawback? Master XRF Sample Prep and Accuracy
- What is the general process for preparing a sample pellet for XRF? Master Consistency for Accurate Analysis
- What are the primary factors to consider when deciding between a manual and an automatic XRF pellet press? Optimize Your Lab's Efficiency



